Broaching Machines
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Broaching Machines
Types of Machines and Nature of Work. Fig. 365 is representative of a type of machine tool which makes use of a train of cutting edges for roughing and finishing holes in machine parts. Typical broaches are shown in Fig. 366. The cutting edges are usually formed as an integral part of the broach itself.
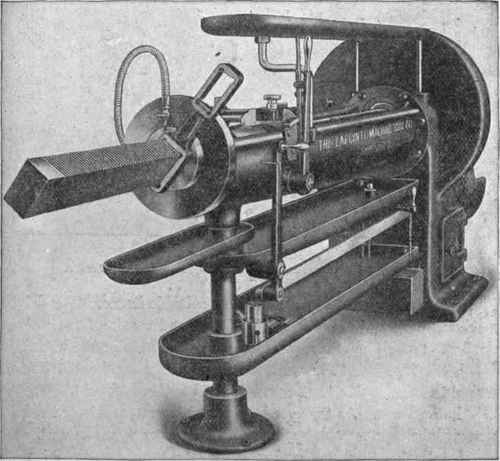
Fig. 365. Typical Broaching Machine Courtesy of LaPointe Machine Tool Company, Hudson, Massachusetts.
Operation
The leading end of the broach is passed through the previously drilled or cored hole in the piece of work, and is attached to the power or work spindle. This spindle, as shown in
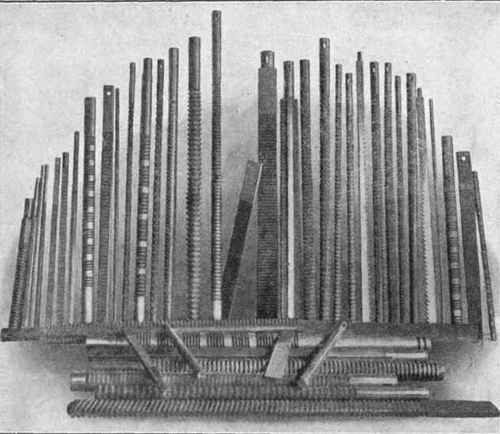
Fig. 3G6. Typical Broaches Courtesy of LaPointe Machine Tool Company, Hudson, Massachusetts.
Fig. 365, is a threaded bar running in a suitable frame. The driving mechanism screws the threaded spindle along the axis of the machine until the broach has been pulled through the hole in the work.
Work Holding
The work is held against a footing block which resists the thrust due to the pull of the broach.
Lubrication
As the speed of cutting is comparatively slow, the cutting lubricant may be applied with a brush or by use of a drip can.
Production
Holes having other than a circular form are the particular province of the broaching machine. Fig. 367 shows some typical holes and Table XVIII gives rates of production.
Table XVIII. Data On Rates Of Production With Different Broaching Machines
Note
Numbers refer to Fig. 367.
No. 1. Hexagon Hole with One Round Side. Distance across flats 1 1/8 in., length 1 1/2 in., material steel. No. 2 Machine. Production 45 pieces per hour.
* Courtesy of LaPointe Machine Tool Company. Hudson, Massachusetts.
No. 2. Four Splines. Hole 1 7/8 in. diameter, splines 3/4 in. X 3/16 in., 2 1/4 in. long, material steel. No. 3 Machine. Production 20 pieces per hour.
No. 3. Square Hole. Distance across flats 1 in., 1 1/2 in. long, material steel. No. 2 Machine. Production 40 pieces per hour.
No. 4. Four Spiral Keys. Diameter of hole 1 in., keys \ in. X \ in., 2 in. long, material steel. No. 3 Machine. Production 15 pieces per hour.
No. 5. Clutch Used on Mining Machinery. Diameter of hole 2 7/8 in. Double depth of slots 3| in., length 2 in., material steel. No. 3 Machine. Production 20 pieces per hour.
No. 6. Solid Key. Taken from \\ in. round hole, leaving solid key \ in. X \ in., length 2 1/2 in., material steel. No. 3 Machine. Production 15 pieces per hour.
No. 7. Six Radial Splines. Diameter of hole 2 1/8 in., splines f in. X 1/8 in., 2 1/8 in. long, material steel. No. 3 Machine. Production 20 pieces per hour.
No. 8. Housing for Bronze Bearings. Openings 4 1/2 in. X 1 1/2 in., 2in. through, material C. I. No. 3 Machine. Production from rough casting 20 pieces per hour.
No. 9. Square Hole. Distance across flats 2 in., length 3 1/8 in., material steel. No. 3 Machine. Production from a drilled hole, 15 pieces per hour.
No. 10. Square Hole. Distance across flats 3 in., length 4 in., material steel. No. 4 Machine. Production from drilled hole, 15 pieces per hour.
No. 11. Three Dovetail Splines. Diameter of hole 1 5/8 in., splines 1 in. X 3/16 in., 2 in. long, material brass. No. 3 Machine. Production 45 pieces per hour.
No. 12. Eight Dovetail Splines. Diameter of hole 3| in., splines 3/4 in. X 3/16 in., 3 in. long, material steel. No. 4 Machine. Production 15 pieces per hour.
No. 13. Square Hole. 1 3/8 in. across flats, 5 in. long, material steel. No. 3 Machine. Production from drilled hole, 15 pieces per hour.
No. 14. Universal Joint Part. Hole 2 7/16 in. across flats, | in. through, material C. I. No. 3 Machine. Production 30 pieces per hour.
No. 15. Babbitt Bearing. Diameter 2 in., length 2\ in. Broached to exact size, compressed and burnished. No. 3 Machine. Production 60 pieces per hour.-
No. 16. Round Hole. 3 in. diameter, 4| in. long, material C. I. No. 3
Machine
Production from cored hole 30 pieces per hour. No. 17. Cruciform Used in Mining Machinery. Splines 1/2 in. X f in., 7 in. long, material steel. No. 3 Machine. Production from 7/8 in. round hole, 7 pieces per hour.
No. 18. Oval Shaped Holes. 13/16 in. X 5/8 in., 1/4 in. through, material steel. No. 2 Machine. Production approximately 600 holes per hour.
No. 19. Revolver Frame. Size of hole for chamber l 13/16 in. X 1 1/2 in., 3/4 in. through, material steel. No. 2 Machine. Production from rough forging 20 pieces per hour.
No. 20. Hexagon Hole. Distance across flats 2f in., 2 1/8 in. long, material steel. No. 3 Machine. Production from drilled hole 40 pieces per hour.
No. 21. Two-Spline Hole. 1 1/18in. X 9/16 in., 3 1/2 in. long, material steel, No. 2 Machine. Production from 3/4 in. drilled hole, 10 pieces per hour.
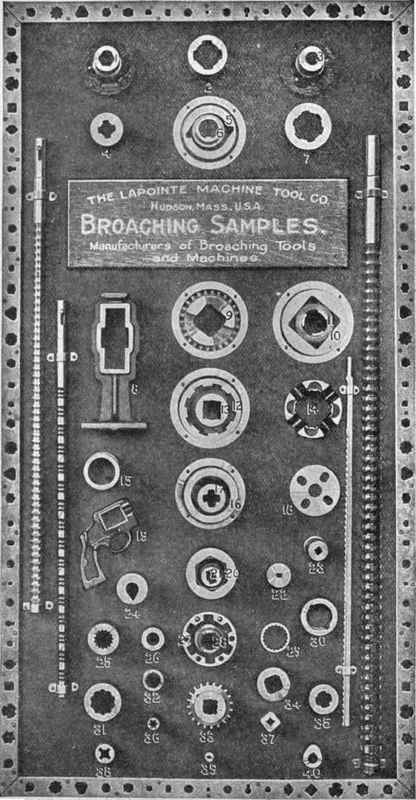
Fig. 367. Samples of Broaching Work Courtesy of LaPointe Machine Tool Company, Hudson, Massachusetts.
No. 22. Hole. \ in. X 5/16 in.,1/2 in material steel. No. 1 Machine. Production from drilled hole 25 pieces per hour.
No. 23. Square Hole. 1/2 in. across flats, 2 in. long, material steel. No. 1 Machine. Production from drilled hole 20 pieces per hour.
No. 24. Pear Shaped Hole. Diameter of round broach 1 in., 1 3/8 in. long, material steel. No. 2 Machine. Production 20 pieces per hour.
No. 25. Internal Gear. Hole 1 1/4 in., 17/8 in. long, 15 teeth, material steel. No. 3 Machine. Production from drilled hole 40 pieces per hour.
No. 26. Internal Ratchet 140 Teeth. Diameter of hole 1 in., length 1 1/8 in., material steel. No. 2 Machine. Production 45 pieces per hour.
No. 27. SIX Splines. Diameter of hole 2 3/4 in., splines 3/4 in. X 1/2 in., 1 in. long, material drop-forged steel. No. 4 Machine. Production 35 pieces per hour.
No. 28. Bronze Bushing. Hole 15/16 in diameter, 1 7/8 in. long. No. 3 Machine. Broached to exact size, compressed and burnished. Production from cored hole 100 pieces per hour.
No. 29. Magneto Coupling. Hole 1 3/4 in. diameter, 1/2 in. long, 20 teeth, material steel. No. 3 Machine. Production from drilled hole 90 pieces per hour.
No. 30. Two Spiral Keyways. Diameter of hole 2 in., keyways 1/4 in. X 1/8 in., 17/8 in. long, material steel. No. 3 Machine. Production 40 pieces per hour.
No. 31. Ten Splines. Diameter of hole 1 3/4 in., splines 1/4 in. X 1/8 in., \\ in. long, material steel. No. 3 Machine. Production 45 pieces per hour.
No. 32. Tool Steel Die for Pressing Tin Top on Bottles. Diameter of hole 1 1/16 in., £ in. long, 21 teeth. No. 2 Machine. Production from drilled hole 60 pieces per hour.
No. 33. Four Spline. Diameter of hole \\ in., splines 5/16 in. X 1/8 in. \\ in. long, material steel. No. 2 Machine. Production 45 pieces per hour.
No. 34. Taper Square Hole. Distance across flats, small end, \\ in., large end \\ in., 2 in. long, material steel. No. 2 Machine. Production 12 pieces per hour.
No. 35. Four Solid Keys. Diameter of hole 1 1/16 in., keys 5/16 in. X \ in., 1 5/8 in. long, material steel. No. 3 Machine. Production 20 pieces per hour.
No. 36. Bushing for Trolley Wheel. Diameter of hole \ in., six spiral keyways \ in. X 1/16 in.,1 1/2 in. long, material bronze. No. 2 Machine. Production 100 pieces per hour.
No. 37. Four Splines in Taper Hole. Hole 1/2 in. diameter at small end, f in. diameter at large end, splines \ in. X 1/16 in., 1/2 in long- Splines parallel with taper, material steel. No. 1 Machine. Production 25 pieces per hour.
No. 38. Four Splines. Diameter of hole f in., splines 1/4 in. X 1/4 in., \ in. long, material steel. No. 1 Machine. Production 15 pieces per hour.
No. 39. Single Keyway. Diameter of hole \ in., keyway 5/64 in. X 1/16 \ in. long, material brass. No. 1 Machine. Production approximately 25C pieces per hour.
No. 40. Single Keyway. Diameter of hole | in., keyway 3/16 in. X 3/32 in., 1 in. long, material steel. No. 1 Machine. Production 160 pieces per hour.
Continue to:
My Books

