Chucks
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Chucks
The lathe chuck, Fig. 103, consists of a body which is fastened to a special faceplate in such a way that it is concentric with the spindle. The three jaws AAA can be moved in and out toward or from the center, by turning the screw-heads B. These chucks are used either universal or independent. If used universal, all the jaws are oper-a t e d simultaneously. That is, when one of the screw-heads B is turned, all of the jaws are moved an equal distance toward or away from the center. This makes it possible to put the work in position quickly if it is approximately round in its unfinished condition. With the independent chuck, Fig. 104, each jaw is operated separately. Such a chuck is used for holding pieces of irregular shape and those which must be held eccentrically. In Fig. 103 the universal and independent features are combined in one tool, means being provided for working the jaws separately or together as desired.
In using a universal chuck, each screw should be tightened. The method of procedure is to place the work in the chuck, and turn one screw-head until all of the jaws are in contact with the piece to be worked on. Then turn the chuck, and tighten each screw-head successively until each one is tight enough. Owing to wear and lost motion, it is sometimes necessary to apply the wrench to each one three or four times before the final adjustment is effected.

Fig. 104. Lathe Work Chuck.
Universal chucks generally have three jaws, while independent chucks have four. It follows that a combination chuck is not wholly satisfactory, because, with three independent jaws, it is very difficult to adjust work accurately, and with four universal jaws it is equally difficult to get every jaw to bear on the work. For certain classes of work-especially valves and pipe fittings-chucks with two jaws are often used.
The large faceplate of a lathe can be made into an independent chuck by attaching what are known as faceplate jaws, Fig. 105. In this case, there may be six, eight, or more jaws.

Fig. 105. Faceplate Chuck Jaw.
As work chucks are expensive, it sometimes happens that a piece is to be held for which no provision is made. A chuck can then be made of wood, as shown in Fig. 106. Two pieces of Wood A and B are bolted together by the bolts EE, while separated by the filling pieces CC. The piece is firmly bolted to the faceplate by the bolts DD. The lathe is then run at high speed, and the interior bored out exactly the size of the piece that is to be held. The nuts of the bolts EE are slackened, and the filling pieces CC removed. The piece to be worked on is then inserted, and by tightening the nuts EE, it is securely clamped between the pieces A and B. Lathe Dogs. As the fric-tional contact of the work on the live center is not sufficient to drive it, some device must be used to make the work rotate with the center. To accomplish this, a lathe dog is used. For round work, such as shafting, a dog like that shown in Fig. 107 is often used. The shaft or piece to be turned is placed in the hole A, and held firmly in place by the set screw B. The tail-piece C is put through a hole in the faceplate, and the work rotates with the live center.
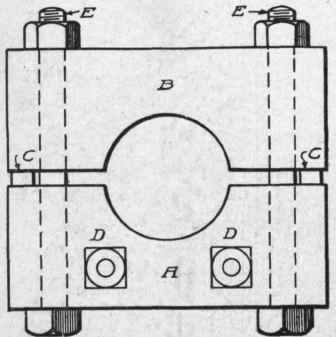
Fig. 106. Emergency Chuck.
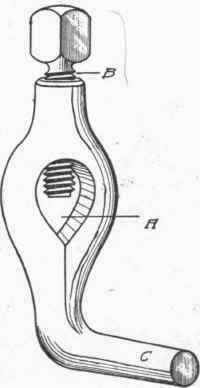
Fig. 107. Lathe Dog for Round Work.
While this type of dog is satisfactory in most cases, the contact between the dog and the faceplate being beyond the end of the piece, introduces a bending strain which is appreciable in slender work. To avoid this, dogs are made with a straight tail, and driven by a stud projecting from the faceplate.
For work other than round, a dog such as that shown in Fig. 108 may be used. The piece to be worked on is placed between the jaws, and held in position by the bolts. The holes in the upper jaw are made larger than the screws, in order that the angle between the jaws may be varied. The connection between the faceplate and dog is made as with Fig. 107.
Continue to:
My Books

