Crank-Shaft Turning
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Crank-Shaft Turning
This is a special kind of eccentric turning in which the throws are termed crank pins and the remaining bearings are the shaft proper. In Fig. 148 is shown a simple crank shaft with a crank pin G and regular bearings CD.
It is customary to rough turn the bearings C and D previous to machining the crank-pin bearing G. The order of operations is as follows: Locate, drill, and ream work centers in ends A and B. Square ends A and B to the correct overall length. Rough turn C and D. Rough square E and F. Place attachments K and K on the ends of bearings C and D in position to machine crank-pin bearing G as shown. Rough turn G. Rough and finish square H and I to gap dimensions. Finish surface G to dimensions. Remove attachments K and K and with work again mounted on centers A and B, finish square surfaces E and F, and finally finish to accurate dimensions surfaces C and D.
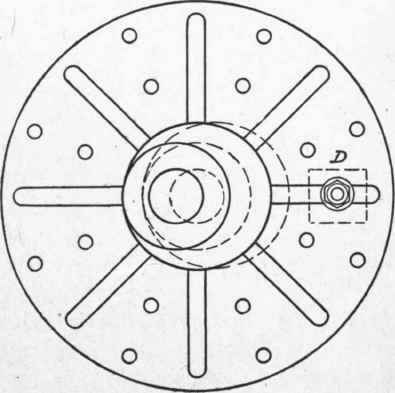
Fig. 151. Piece Mounted on Faceplate for Eccentric Turning.
Attachments K and K. These are often known as jigs and are made and used in a variety of forms. Those shown in Fig. 148 are suitable for a single-throw crank, while those used in turning or grinding multiple-throw cranks may be circular in form and provided with several work centers. In all cases it means simply the provision of work centers opposite to and in alignment with the surface to be machined. It is self-evident that the same results can be obtained by casting or forging lugs or flanges upon the ends suitable for the various work centers.
Handling Shaft Surfaces
In turning surfaces C and D, if the shaft is slender or of considerable length, use a center rest on surface D while working surface C, to assist in its support and reverse for surface D.
If necessary, struts may be placed between the jigs and cheeks of the shaft while machining surface G. In this manner, the whole piece may be steadied somewhat.
Drive the work, when surfaces C and D are being machined, with a common lathe dog. Use some sort of a faceplate stud when machining surfaces E, F} and G.
Continue to:
My Books

