Drilling Machines
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Drilling Machines
Production drilling machines are of two sorts: Those designed for heavy drilling, and those for the lighter jobs.
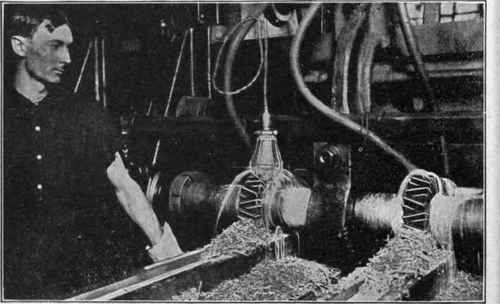
Fig. 347. Ingersoll Horizontal Miller Doing Heavy Milling Note how lubricant floods the work in milling steel.
Heavy High-Speed Drillers
Fig. 348 is fairly representative of the type designed to use high-speed steel drills of the larger sizes to their full capacity. The frame or post of this machine is of a form similar to the frame of a punch or shear press. Pressure tests on a drill of 1 1/2-inch diameter, given a feed of 0.030 inch per revolution, have recorded a total load pressure of nearly three tons. From this it will be seen why the frame is made as shown. Feeds much in excess of 0.030 inch can be obtained in this machine. Use the coarsest feed practicable and balance the speed of cutting to it.
Light High-Speed Drillers
In the lighter jobs of drilling, a feed exceeding 0.015 inch per revolution is seldom used. Rapid production is gained in this case by maintaining a high cutting speed. Tables XVI and XVII, published by the Henry and Wright Company, show certain drilling practice where the feed does not
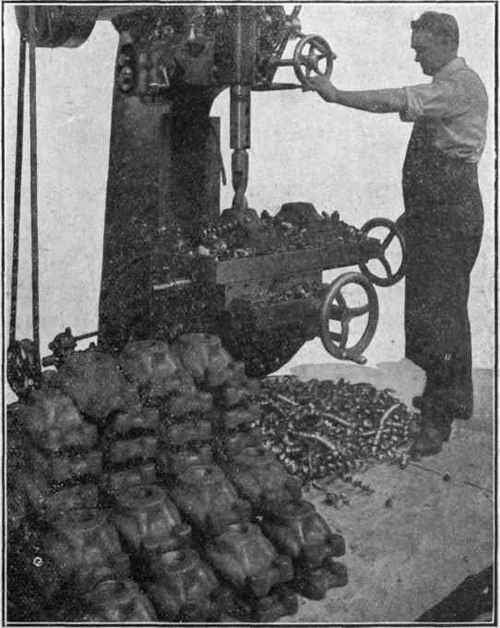
Fig. 348. Baker Driller Driving 2 1/2-Inch Drill through Drop-Forged.
Wrought-Iron Saddles Courtesy of Baker Brothers, Toledo, Ohio exceed 0.016 inch per revolution. Fig. 349 shows a power feed, four-spindle high-speed driller. In designing this machine everything has been done to render its operation rapid and efficient.
Special Drillers
There are many of these, some of which are very complicated. Fig. 350 shows a machine designed for the single purpose of drilling the clearance holes in threading dies. By using four spindles and suitable work-holding table chucks, a die is completed for each stroke of the table.

Fig. 349. Four-Spindle High-Speed Bali-Bearing Sensitive Driller Courtesy of Washburn Shops, Worcester, Massachusetts.
Production Figures
While there are many records of high production drilling, due to the great variety of drill work, it is impossible to give a table to meet all needs.
Table XVI. Carbon-Steel Drills
Size OF Drill (in.) | Feed per Rev. (in.) | Bronze Brass 150 Ft. r.p.m. | C. Iron Ann'ld r.p.m. 85 Ft. | Hard r.p.m. C.Iron 40 Ft. | Mild Steel 60 Ft. r.p.m. | Drop Forg. 30 Ft. r.p.m. | Mal. Iron 45 Ft. r.p.m. | Tool Steel 30 Ft. r.p.m. | Cast Steel 20 Ft. r.p.m. |
1/16 | .003 | .... | 5185 | 2440 | 3660 | 1830 | 2745 | 1830 | 1220 |
1/8 | .004 | 4575 | 2593 | 1220 | 1830 | 915 | 1375 | 915 | 610 |
3/16 | .005 | 3050 | 1728 | 813 | 1220 | 610 | 915 | 610 | 407 |
1/4 | .006 | 2287 | 1296 | 610 | 915 | 458 | 636 | 458 | 305 |
5/16 | .007 | 1830 | 1037 | 488 | 732 | 366 | 569 | 366 | 245 |
3/8 | .008 | 1525 | 864 | 407 | 610 | 305 | 458 | 305 | 203 |
7/16 | .009 | 1307 | 741 | 349 | 523 | 261 | 392 | 261 | 174 |
1/2 | .010 | 1143 | 648 | 305 | 458 | 229 | 343 | 229 | 153 |
5/8 | .011 | 915 | 519 | 244 | 366 | 183 | 275 | 183 | 122 |
3/4 | .012 | 762 | 432 | 204 | 305 | 153 | 212 | 153 | 102 |
7/8 | .013 | 654 | 371 | 175 | 262 | 131 | 196 | 131 | 87 |
1 | .014 | 571 | 323 | 153 | 229 | 115 | 172 | 115 | 77 |
11/4 | .016 | 458 | 260 | 122 | 183 | 92 | 138 | 92 | 61 |
11/2 | .016 | 381 | 216 | 102 | 153 | 77 | 106 | 77 | 51 |
1 3/4 | .016 | 327 | 186 | 88 | 131 | 66 | 98 | 66 | 44 |
2 | .016 | 286 | 162 | 87 | 115 | 58 | 86 | 58 | 39 |
Continue to:
My Books

