Jigs And Fixtures
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Jigs And Fixtures
General Classification
The terms "jigs" and "fixtures" are rather loosely used by shopmen. While this is necessarily so in some cases, in most instances it is more correct to apply the term jig to a device which holds the work and automatically locates the cutting tool so that each piece produced is a duplicate of all the others. Fixtures, on the other hand, do not automatically locate the cutting tool. While fixtures may be used to produce duplicates, this result is usually gained by means of a cutting tool locating jig separated from the fixture itself. Fixtures are essentially work-holding devices.
Object of These Tools. While several effects are gained by using jigs and fixtures, they all reduce to one thing, namely, production. For example, by the proper use of jigs and fixtures, production is made more uniform, giving interchangeability of parts. If jigs and fixtures are properly used, production is attended by a reduction of labor cost, both when the machine parts are being produced, and when the parts are assembled to produce the completed machine.
Importance
That jigs and fixtures are an important factor in modern production is clearly shown by a study of the various production cuts in this book. These illustrations for the most part show the machine in a working condition, and in nearly every case some special fixture or jig is holding the work or is guiding the tool. In some cases, the special work-holding device is a simple work chuck or a magnetic work chuck, in others the special devices are rather elaborate.
Jig Design and Construction
Many of the rules governing jig design hold true for fixtures, and jig design will be taken up first.
Fundamental Principles Of Design
Use of Jig. In jig design it is usual to first consider the uses to which it is to be put. If, for example, the piece for which the jig is made is to finally bear a fixed relation to some other machine part, it becomes necessary to consider not only the part being jigged, but also its relation to the other parts with which it is to be assembled. Again, if the piece being jigged is of special accuracy, the jig design may be different from that of a machine part in which no special accuracy is required. In one case, the jig is both a rapid production tool and an interchangeability tool. In the other case, the jig is merely a convenient tool for getting rapid production.
As a Work Holder. It is usual in the design of jigs to next consider how the piece shall be held in the prospective jig. The points or surfaces upon the piece which are those best suited for location points and surfaces are decided upon. If the piece has been previously machined, the surface machined usually offers the best location to work from. If, on the other hand, the surfaces of the stock are rough, as in an ordinary casting, the selection of the locating surfaces or surface is usually a more difficult one. Usually some surface or hole will be essentially more important than all the remaining surfaces or holes. In such a case, the jig designer uses location points which will position the important hole or surface, afterward considering the points of lesser importance. This he terms "working to or working from the important point". A flat surface, if it has previously been machined, is usually located against a flat surface; if not previously machined, a flat surface should be given line or point contact. It is customary to locate a curved surface against a V or against points.
Clamping
This refers to the particular devices which hold the piece being jigged against the location points or surfaces. The design should be such that the least number of clamping devices may be used, so that no unnecessary time is consumed in charging the jig, as this limits production unless the jigs are charged as a separate job.
All clamping devices should exert their pressure, wherever possible, directly in line with the supporting points. If this is done the piece clamped will not be sprung out of shape. As an aid in understanding the already mentioned points, a simple jig will be illustrated and its construction described.
Drill Jigs
While a study of the illustrations in this book will show the student that jigs are an important factor in all production machines, perhaps in no other machine is their importance so complete as in the drilling of holes. For this reason a drill jig will be used to illustrate jig construction. In the line drawing, Figs. 375 and 376, are shown the top and bottom views of a simple jig of the open box type designed to rapidly produce duplicate work. In Fig. 377 are shown two views'of a jig of the closed box type for rapid production of duplicate parts. While neither of these jigs are elaborate in either design or construction, they fairly represent their types.
Types of Drill Jigs. Drill jigs are of three forms (a) plate jigs; (b) open box; (c) closed box. The plate jig usually consists of a flat plate with located bushings which is positioned on the work and clamped to it. The open box type, as shown in Figs. 375 and 376, consists of a casting provided with legs or feet. The piece jigged is clamped to the lower or under surface of the jig body.
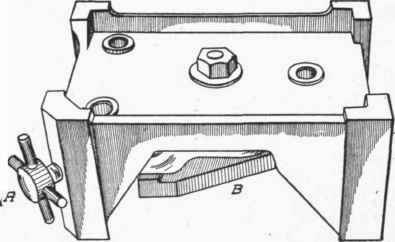
Fig. 375. Typical Open Box Drill Jig Courtesy of "American Machinist".

Fig. 376. Bottom View of Box Drill Jig Shown in Fig. 375 Courtesy of "American Machinist".
The closed box type is such that the piece to be jurged is positioned in a box which may be entirely or partially closed. In the lower view, Fig. 377, the box, as shown, is open on one side and partially so on another side.
Locating Work In Drill Jigs
Fig. 378 shows the use of pins or studs used as side-locating points in simple jig work, and Fig. 379 shows how V's are similarly used on curved surfaces. While these are simple examples, they illustrate a principle which can easily be applied to more complicated cases.


Fig. 377. Two Views of Closed Box Drill Jig Courtesy of "American Machinist".
The use of locating pads is shown in Fig. 380, and Fig. 381 shows how an inserted pin may be used for supporting a plane surface. Where pins are used for location points, Fig. 378, the sides against which the pieces are located are usually flatted somewhat to bring surface contact rather than line contact. Hardening the pins will also prevent excessive wear.
Locating Points With Adjustments
In some cases, it is well to have locating surfaces or points adjustable. In Fig. 381 the inserted pin, if threaded into base B could, for example, be raised to some other position from that shown. Some jig designers, instead of the V-block shown in Fig. 379, use two set screws horizontally set at an angle of 45 degrees with one another, bringing the curved surface against their points.
Clamping
This is done in a great variety of ways and many of the devices are very ingenious. However, they nearly all reduce to some form of clamp either straight, bent, or forked, pressed against the work by either a set screw, a cap screw, or a cam. In Fig. 375 it will be noted that the clamping is done by a strap similar to that shown in Fig. 382, and the piece is pushed into position by knurled head set screws. In Fig. 377 set screws are used, supplemented by a swinging-wing clamp at the side pressing against the piece of work. Fig. 383 shows favorite forms of cam clamping devices.

Fig. 378. Method of Using Locating Stubs or Pins.
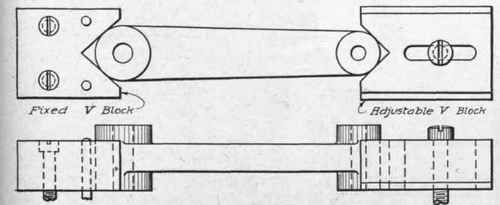
Fig. 379. Diagrams Showing Fixed and Adjustable V's.
Jig Body. While steel may be used for the body or frame of a jig, it is a usual thing to use cast iron. If cast iron is used the jig can be more or less completely worked out in the pattern, and possibilities of alteration in design may show as desirable. When it is realized that many shops use jigs weighing hundreds of pounds in their production work, it is clearly seen why cast iron is largely used for jig bodies. Bearing Points. Only in the smaller sizes do drill jigs rest upon a surface of any considerable area. It will be noted, by reference to Figs. 375, 376, and 377, that supporting points, termed feet, are provided on those sides of the jig which are to rest upon the work table. The height of the feet must be sufficient to clear all bushings, holding screws, or other projecting parts. Also their bearing area must be sufficiently large to prevent their slipping into the bolt
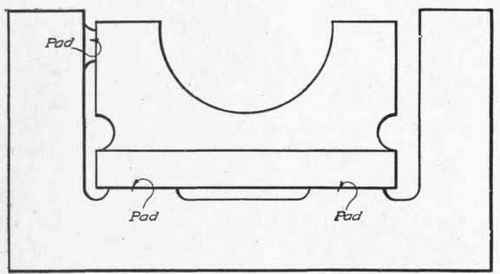
Fig. 380. Diagram Showing Use of Locating Pads.

Fig. 381. Sketch Showing Adjustable Locating Points.


Fig. 382. Clamp Strap.
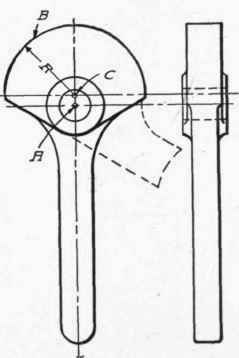
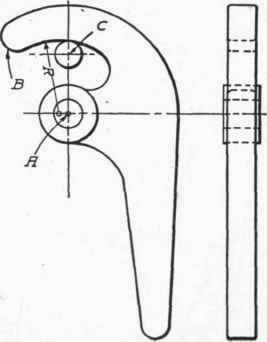
Fig. 383. Diagrams Showing Cams or Eccentrics Used for Clamping Courtesy of "Machinery", New York City.
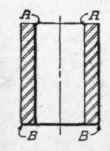




Fig. 3S4. Typical Bushings: Upper Line-Guiding Lining Bushings for Drill Jigs; Lower.
Left-Screw Bushing for Locating Work Central with Hole; Lower Center-Screw
Bushing for Locating Round Work by Recesses; Lower Right-Floating Bushing
Courtesy of "Machinery", New York City slots often found in work tables. Whenever possible the jig should be provided with four feet instead of three.
Continue to:
My Books

