Radial Driller
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Radial Driller
Another form of driller, known as the radial, is being extensively used. It is shown in Fig. 177. The drill spindle is carried on the horizontal arm, and is arranged to be set and run at any position on this arm. At the same time, the arm may be swung around and clamped in any vertical or horizontal position about the upright. These drillers are usually employed on heavy work where several holes, differently positioned, are to be drilled.
In the case of the driller shown in Fig. 175, the work is usually light, and can be readily shifted so that the position of the holes can be brought beneath the drill. In heavy work such as machine frames, however, this cannot be done. It is therefore necessary to be able to shift the drill and place it in a position to do the work. The radial driller affords the means of doing this.
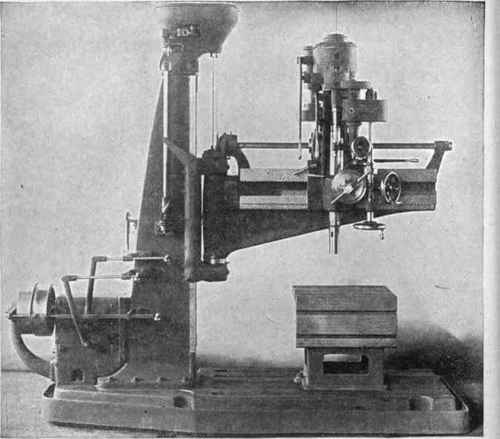
Fig. 177. Radial Driller with Four-Foot Arm for Heavy Duty Courtesy of Reed-Prentice Company, Worcester, Massachusetts.
Universal Radial
Where the vertical spindle carrying the drill can be rotated in the vertical plane, holes cannot only be drilled in any position, but also at any angle. Such a driller is called a universal radial.
Laying Out
The position of the holes is usually laid out for the guidance of the man at the driller. The work is best done as shown in Fig. 178. The center punch mark, indicated by A, shows the location of the center hole. The circle upon which the prickpunch marks BBBB are placed, gives the location of the circumference of the hole. To drill the hole, place the point of the drill in the center punch mark A, and drill into the metal until the center punch mark has been slightly enlarged, as shown by the circle C. Then raise the drill and examine the work. If the countersink, or hole whose circumference is indicated by the
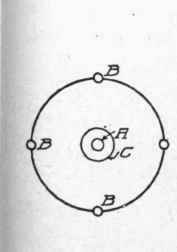
Fig. 178. Layout for Drilling Hole.
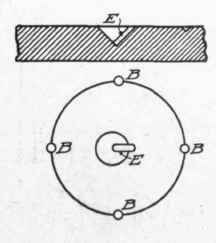
Fig. 179. Chiseling.
Countersink when not Concentric in Making Drill Hole

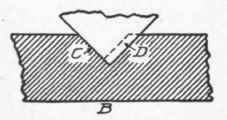
Fig. 180. Action of Groove.
Concentric circle C, is exactly concentric with the outer circle BBBB, then the drill may be put down and the hole drilled.
Owing, however, to various causes, it is not often that the circle will be concentric. This may be caused by one of three conditions, an uneven grinding of the drill; a distortion of the metal by the center punch; or an eccentric motion of the drill point, due to a lack of trueness in the running of the spindle.
When the countersink is not concentric, the drill must be drawn back to the central position. The method employed is shown in Fig. 179. A round-nosed chisel is used to cut a groove E down the side of the countersink, on the side that is farthest from the circle BBBB. The depth of this groove depends upon the amount of eccentricity of the countersink and the depth to which it has been drilled. The drill is then run down again and the groove drilled out. The action of this groove is as follows; as the drill turns, one cutting edge is supported, and is working into the face C, Fig. 180. At the same time, the cutting edge is opposite the groove E. The drill, therefore, springs into the groove, as shown. The lip then catches on the edge of the groove and cuts it away, making the hole elliptical, and shifting the center of the drill toward its proper position. As the drill sinks deeper, both lips are in contact with the faces C and D, and it has no further tendency to shift. When the groove has been drilled out, the drill must be again raised, to ascertain whether or not the countersink is concentric with the outer circle BBBB. If not, another groove must be cut, and the process repeated until the drill is correctly positioned, when the hole may be drilled. The prickpunch marks BBBB are put on the outer circle in order to indicate its position in case of the obliteration of the line itself.
A twist drill will usually clear its hole of chips. For deep holes, this may not always occur. It is then necessary to withdraw the drill and clean out the hole. This can be done by a piece of wire bent at the end; also by using a blowpipe made of a small tube, and bent to enter the hole, so that the chips will not blow up into the operator's face. Holes in cast iron are more likely to need cleaning than holes in wrought iron or steel. Where flat drills are used, it is always necessary to clean the holes at frequent intervals, as such drills have no tendency to raise the chips and clear the holes.
Continue to:
My Books

