Key-Hole And Pruning Saws. Part 5
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Key-Hole And Pruning Saws. Part 5

1/4th of an inch. At the first process a notch nearly of the full depth is made in the comb c, and a second notch is commenced; at the next process the notch in advance is deepened, and a third commenced, and so on consecutively.
The gage-saw, or gage-vid, is used to make the teeth square and of one depth. The saw is frequently made with a loose back, like that of ordinary back-saws, but much wider, so that for teeth 1/2 5/8 3/4 inch long, it may shield all the blade except 1/2 5/8 3/4 inch of its width respectively, and the saw is applied until the back prevents its further progress. Sometimes the blade has teeth on both edges, and is fixed between two parallel slips of steel connected beyond the ends of the saw blade by two small thumb-screws, as in fig. 705; the less common instrument is represented, because it is useful for other purposes.
Double saws, fig. 706, analogous to those of the comb-maker, have been also frequently applied to cutting metal racks, similar to those used in air-pumps. The blades, which in 706 are shaded, are as thick as the widths of the spaces, and are separated by a parallel slip of metal, represented white, exactly equal to the thickness of the teeth; the separating slip also serves as the stop to make the teeth of one depth from the surface; the three parts are strongly united by two or more screws, or bolts and nuts. The rack-saw if carefully made fulfils its work with considerable accuracy; the dotted lines at a, denote the succeeding step, those at b, the square notches when completed, and c, the teeth when rounded, which is done afterwards with a file. In modern practice, however, the teeth of wheels and racks are usually cut and rounded at the one process, which is performed in appropriate machines.
The third division of the table on page 699, refers to parallel saws used in frames, of which the measures are tabulated.
The saw-frames of these and other kinds, keep the blades straight, give them tension and enable the force to be applied virtually as in the Indian saws, or by pulling the blades, thereby avoiding the risk of buckling them. From these several reasons the blades of frame-saws may be made very thin, consequently they act with less labour and waste, and may in general be used more vigorously than those saws having only a thrusting handle at the one end. The blades are sometimes left a trifle thicker where the pins are to be inserted, and these parts are softened by being pinched between red-hot tongs, prior to drilling the pin-holes by which they are attached to their frames.
The mill-taw, and mill-saw web, at the beginning of this group, are used in vertical taw machines, which will be described in the fourth section of this chapter. It will suffice here to observe, that the first, or mill-saws, which are the larger and stouter, are employed for sawing round timber into thick planks; and the mill-saw webs, for cutting deals into thin boards.
The veneer taw formerly in use at the saw-pit was, excepting the blade, a copy of the pit-frame saw, fig. 676, p. 703, and skilful sawyers would therewith cut about six veneers from the solid inch of wood. Smaller veneer saws more nearly resembling that shown in fig. 708 were also used by cabinet-makers, who would cut seven or eight veneers in each inch from smaller pieces of wood, fixed upright in the chops of the bench, two individuals being mostly required. The hand veneer saws, are now scarcely used in England.
The chairmaker't saw is in general a diminutive of the ordinary pit saw, and has a central blade strained by buckles and wedges. The work is fixed horizontally upon the bench by the hold-fast, the saw is grasped by the side rails with both hands, and with the teeth from the operator, who stands in the erect posture. He can thus saw with great rapidity and accuracy all straight and slightly curved pieces, not exceeding in width half the span of the frame, which is sometimes nearly as wide as the length of the blade. The wheelwright employs precisely the same saw for cutting the felloes of wheels; the timber, wide enough for two felloes, is then fixed in the ordinary tail-vice.
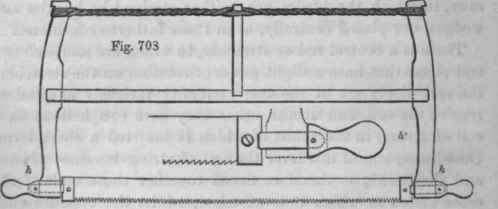
The three following figures represent different kinds of frame saws, in which the blades are neither strained by buckles and wedges, nor placed centrally, as in those hitherto considered.
There is a central rod or stretcher, to which are mortised two end pieces that have a slight power of rotation on the stretcher; the end pieces are at the one extremity variously adapted to receive the saw, and at the other they have two hollows for a coil of string, in the midst of which is inserted a short lever. On turning round this lever the coil of string becomes twisted and shortened; it therefore draws together those ends of the cross pieces to which it is attached, whilst the opposite ends from separating, strain the saw in a manner the most simple, yet effective. The tension of the blade is retained by allowing the lever to rest in contact with the stretcher, as represented, but when the saw is not in use, the string is uncoiled one turn to relieve the tension of the blade and frame, one or other of which may be broken by an excessive twist of the string.
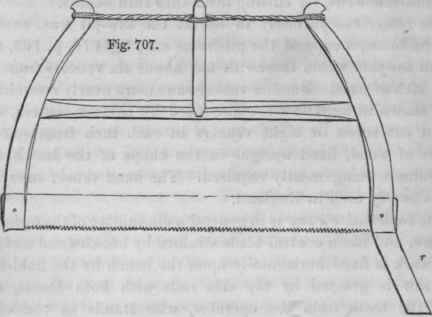
726 wood-cutter's saw, continental frame saw.
In the wood-cutter's saw, fig. 707, the end pieces are much curved, and one of them extends beyond the blade, which is embedded in two saw-kerfs, and held by a wire at each end; the blade is therefore always parallel with the frame of the saw, which is mostly used vertically. The end piece alone is grasped at r and I, by the right and left hands respectively; the wood is laid in an X form sawing-horse, and is sometimes held by a chain and lever, or less frequently in a strong pair of screw-chops.
Continue to:
My Books

