Section III. - Angle And Surface Joints
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Angle And Surface Joints
The next steps to be considered, appear to be the methods of uniting the edges of the vessels after they have been cut and bent to meet in angles, curves or plane surfaces; the principal modes of accomplishing this are represented in figs. 234 to 256, which arc grouped together for the convenience of comparison.
Figs. 234 and 235 are for the thinnest metals, such as tin, which require a film of soft-solder on one or other side. Sheet-lead is similarly joined, and both are usually soldered from within.
Figs. 236 and 237 are the mitre and butt-joints used for thicker metals with hard-solders; sometimes 237 is dove-tailed together, the edges being filed to correspond coarsely; they are also partly riveted before being soldered from within. These joints are very weak when united with soft-solder.
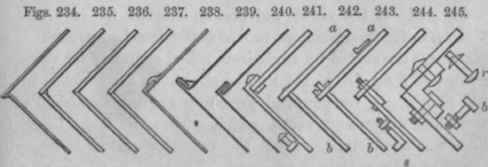
Fig. 238 is the lap-joint, the metal is creased over the hatchet-stake. Tin-plate requires an external layer of solder; spelter solder runs through the crevice and need not project.
Fig. 230 is folded by means of the hatchet-stake, the two are then hammered together, but require a film of solder to prevent them from sliding asunder.
Fig. 240 is the folded angle-joint, used for fire-proof deed boxes, and other strong works in which solder would be inadmissible , it is common in tin and copper works, but less so in iron and zinc, which do not bend so readily.
Fig. 241 is a riveted joint which is very commonly used in strong iron plate and copper works, as in boilers, etc.: generally a rivet is inserted at each end, then the other holes are punched through the two thicknesses with the punch 227, on a block of lead. The head of the rivet is put within, the metal is flattened around it, by placing the small hole of the riveting set 228 over the pin of the rivet, and giving a blow; the rivet is then clenched, and it is finished to a circular form by the concave hollow in another riveting set. When the works cannot be laid upon an anvil or stake, a heavy hammer is held against the head of the rivet to receive the blow; in larger works the holes are all punched before riveting, and the heads are left from the hammer.
Figs. 242 and 243; the plates a a, are punched with long mortises, then b b, are formed into tenons, which are inserted and riveted; but in 243 the tenons have transverse keys to enable the parts to be separated.
Fig. 244, the one plate makes a butt-joint with the other, and is fixed by L formed rivets or screw-bolts s, the short ends are generally riveted to the one plate, even when screwed nuts are used. This mode is very common for cast-iron plates, as in stove work.
Fig. 245 is the mode universally adopted for very strong vessels, as for steam boilers, in which the detached wrought-iron plates are connected by angle-iron, rolled expressly for the purpose, (see f, fig. 76, p. 187.) The rivet holes are punched in all the four edges, by powerful punching engines furnished with travelling stages and racks, which ensure the holes being in line, and equidistant, so that the several parts when brought together may exactly correspond. The rivet r, which may be compared to a short stout nail, is made red-hot, and handed by a boy to the man within the boiler, who drives it in the hole; he then holds a heavy hammer against its head, whilst two men quickly clench or burr it up from without: between the hammering, and the contracting of the metal in cooling, the edges are brought together into most intimate and powerful contact.
Bolts and nuts b,, may be used to allow the removal of any part, as the man-hole of the boiler.
For the curred parts of the boilers, the angle-iron is bent into corresponding sweeps, and for the corners of square boilers, the angle-iron is welded together to form the three tails for the respective angles or edges which constitute the solid corner: this when well done is no mean specimen of welding.
It frequently happens that several plates are required to be joined together to extend their dimensions, or that the edges of one plate are united as in forming a tube; these joints are arranged in the figures 246 to 256, similarly to those for angles previously shown, from which they differ in several respects.
Fig. 246 is the lap-joint, employed with solder for tin plates, sheet lead, etc, and for tubes bent up in these materials.
Fig. 247, the butt-joint, is used for plates and small tubes of the various metals; united with the hard solders they are moderately strong, but with tin solder the junctions are very weak from the limited measures of the surfaces.
Fig. 248 is the cramp-joint; the edges are thinned with the hammer, the one is left plain, the other is notched obliquely with shears, from one-eighth to three-eighths of an inch deep; each alternate cramp is bent up, the others down, for the insertion of the plain edge; they are next hammered together and brazed, after which they may be made nearly flat by the hammer, and quite so by the file. The cramp-joint is used for thin works requiring strength, and amongst numerous others for the parts of musical instruments. Sometimes also 246 is feather-edged; this improves it, but it is still inferior to the cramp-joint in strength.
Fig. 249 is the lap joint without solder, for tin, copper, iron, etc.; it is set down flat with a seam-set, fig. 225, and used for smoke pipes, and numerous works not required to be steam or water-tight.
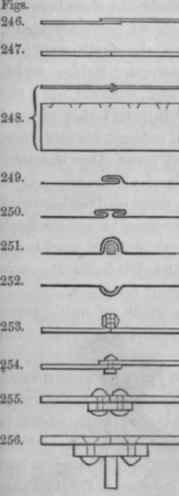
Fig. 250 is used for zinc works and others; it saves the double bend of 249; it is sometimes called the patent strip overlap.
Fig. 251 is the roll-joint employed for lead roofs, the metal is folded over a wooden rib, and requires no solder: the water will not pass through this joint until it exceeds the elevation of the wood. The roll-joint is less bent when used for zinc, as that material is rather brittle; the laps merely extend up the straight sides of the wooden roll, and their edges are covered by a half-round strip of zinc nailed to the wood.
Fig. 252 is a hollow crease used for vessels and chambers for making sulphuric acid, the metal is scraped perfectly clean, filled with lead heated nearly to redness, and the whole are united by burning, with an iron heated also to redness. Solder which contains tin would be acted upon by the acid, whereas, until the acid is very concentrated, the lead is not injured: this method is however now superseded by the mode of autogenous soldering. The concentration of sulphuric acid and some other chemical preparations, is performed in vessels made of platinum.
Figs. 253 and 254 are very commonly employed either with rivets or screw-bolts; the latter joint is common in boilers, both of copper and iron, and also in tubes: copper works are frequently tinned all over the rivets and joints, to stop any minute fissures. Fig. 253 is the flange joint for pipes.
Fig. 255, with rivets, is the common mode of uniting the plates of marine boilers, and other works required to be flush externally.
Fig. 256 is a similar mode; used of late years for constructing the largest iron steam ships; the ribs of the vessels are made of T iron, varying from about four to eight inches wide, which is bent to the curve by the employment of very large surface-plates cast full of holes, upon which the wood model of the rib is laid down, and a chalk mark is made around its edge. Dogs or pins are wedged at short intervals in all those holes which intersect the curve; the rib, heated to redness in a reverberatory furnace, is wedged fast at the one end, and bent around the pins by sets and sledge-hammers, and as it grows or yields to the curve, every part is secured by wedges until the whole is completed.
Continue to:
My Books

