Section III. - Glass Engraving
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Glass Engraving
Engraving on glass is executed in much the same manner as seal engraving, and with tools of similar forms, but the designs on glass works are usually of larger sizes than those on gems, and the tools are therefore made of proportionately greater diameter. In order to permit large objects, such as decanters or squares of glass, to be applied to the wheels, the latter are fixed on stems that project from six to ten inches from the front of the lathe head, or as it is generally called, the tool.
The wheels employed for engraving are made of copper, and charged with fine flour emery and oil. When the engraved surfaces are required to be polished, similar wheels made of lead, charged with pumice stone powder and water, are used.
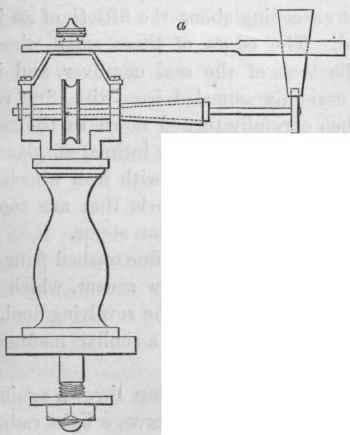
The glass engraver's tool shown in fig. 1208, like the engine used by the seal engraver, is mounted upon a stout bench about 2 feet 6 inches high, and driven by a treadle and foot wheel, from 18 to 24 inches diameter. The metal frame that carries the mandrel is supported upon a wooden pillar, called the stock, which is generally of such a height as to place the center of the mandrel about 10 inches above the surface of the bench, in order to allow sufficient room for applying the objects to be engraved to the lower edges of the wheels.
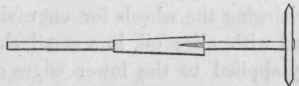
For works of ordinary sizes, the mandrel is made about 8 inches long, and is supported at the left hand end in bearings, about 4 inches asunder. The remaining portion of the mandrel projects from the front of the tool, for the purpose of receiving and supporting the spindles of the wheels, which are made, as shown in fig. 1209, with a conical plug cast on a central wire about 10 inches long, and the copper wheels which vary in size, from about one-eighth of an inch to 4 inches diameter, are screwed or rivetted on the ends of the wires.
The overhanging portion of the mandrel has a conical hole, measuring about half an inch diameter, at the larger end, and one quarter of an inch at the smaller end, for the reception of the leaden plug on the spindle of the wheel, which is cast either in the cavity of the mandrel itself, or in a mould of corresponding form, made like that of the seal engraver, shown in fig. 1198, and having in like manner a nick in one side, to form a feather, that fits into a similar nick in the mandrel.
In the tool shown in fig. 1208, a small cylindrical hole extends from the bottom of the conical hole to the back end of the mandrel, to allow of the passage of the spindle, which projects slightly beyond the end of the mandrel, in order that the plug may be loosened, by gently tapping the end of the spindle. More generally, however, the spindle does not extend throughout the length of the mandrel, but a transverse mortise is made through the mandrel, just behind the front bearing, and the spindle is only made of sufficient length to extend partly across the mortise, in this case the spindle is released by inserting a lever or wedge.
Figs. 1208.

1209.
1210.

1211.
Several other unimportant variations are occasionally made in the construction of the apparatus, which is sometimes made of a much larger size, in order to carry wheels of 8 or 10 inches diameter, but these large wheels are principally required for common works, such as glass shades, and the process then more nearly resembles glass cutting.
The edges of the wheels employed in glass engraving, like those used by the seal engraver, are made in a great variety of forms, but mostly square, angular, or rounded, and the thicknesses of the wheels vary from about one quarter of an inch to a knife edge; but from the large diameter of the wheels mostly used, and the comparative shallowness of the engraving, it is not generally necessary to incline the surface to be engraved, in order to avoid the spindles; and therefore the edges of the wheels used for flat surfaces are made cylindrical, as shown in fig. 1209, instead of being conical as in the corresponding tool for seal engraving, seen in fig. 1202.
For very minute works in glass engraving, however, such as are met with in small figures of animals, architectural views, or landscapes, wheels not exceeding about the fiftieth of an inch in diameter are required. The edges of these small wheels are formed exactly like the tools of the seal engraver, and in like manner are made of carefully annealed iron wire, first roughly filed into form, and then carefully turned down to the required sizes with the graver. But, as previously intimated, glass is too soft a material to be smoothly engraved with iron wheels; iron is therefore only employed for those wheels that are too small to be made as copper disks attached to iron stems.
In charging the wheels for engraving, fine washed flour emery is mixed with olive oil, in a small shallow saucer, which is frequently applied to the lower edges of the revolving tool. The lead wheels for polishing are charged in a similar manner, with pumice stone powder mixed with water.
To prevent the wet powders from being thrown against the person of the artist by the centrifugal force, a light radial arm is attached by a screw to a cap mounted on the mandrel frame, as seen at a. The arm is made of sufficient length to extend a little beyond the edge of the wheel, and has near the end a long slit, cut at a few degrees from the perpendicular, through which is passed a thin strip of metal, or wood, about one inch wide, and tapered at its lower end, which is adjusted for height, so as to rest against the upper edge of the wheel.
Glass engraving is principally applied to the smooth surfaces left by the glass blower, but sometimes for greater elaboration, the works are prepared by the glass cutter, and whether the general surface be greyed, or polished, the engraving is not commenced until the object, such as a decanter or wine glass, is completed in all other respects. The glass engraver first sketches the general outline of the design with a pen and ink, or more generally some fine powder, such as powdered chalk, mixed with a little gum water. The engravings on glass being mostly shallow, do not require to have the outlines deeply cut, as in seal engraving, but the broad surfaces are at once produced, with large tools having flat, or rounded edges, which are applied first to the center of the surface, and this is gradually enlarged until it reaches the outline. The secondary parts of the design are then sketched, and cut in like manner with smaller tools, and as the minute details are approached, smaller and thinner tools are employed, just as in seal engraving.
When the designs are simple, and do not require great exactness, the general outline alone is sketched, and even this is in some cases omitted, when the same design has been frequently repeated, but where great precision is required, all the details are sketched and cut in succession.
In applying the object to the wheels, it is grasped in both hands, and held against the lower edge of the tools, moderate pressure is required to cause the larger tools to penetrate, but the small tools require very little pressure. The arms are steadied by resting each elbow upon a leather cushion, but the large sizes of the works do not allow of the hand being rested against the lathe as in seal engraving. The designs are also larger, and require greater freedom of motion in the hands, the weight of large articles, such as decanters, also increases the difficulty. The execution of small and highly finished designs, therefore, requires great delicacy of touch, and much practice, but notwithstanding these difficulties, very beautiful specimens of the art are sometimes produced.
When the general surface of the object is polished, the engraving is mostly left grey from the emery tools, but when the general surface is greyed, the surfaces of the engraving are polished, in order that it may show by contrast; sometimes, however, the effect is heightened by combining the two methods. Sometimes very pretty effects are produced by employing glass in two colours, in this case the body of the article is made in colourless flint glass, which is afterwards covered with a thin coat of coloured glass, and the design is developed by cutting entirely through the coloured coat so as to leave the pattern colourless. At other times the coloured glass is left to form the design, and the portions around are removed to show a colourless panel. In more elaborate works, the design is sometimes formed entirely in the coloured glass, which in this case is left thicker, and the effects of light and shade are produced by cutting nearly through the coloured coat for the highest lights, and leaving the deepest shades of the full thickness of the coloured coat. When well executed and placed between the eye and the light, these works present a very soft and finished appearance.
Continue to:
My Books

