Section VI. - Fixed Or Machine Tools For Turning And Planing
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section VI. - Fixed Or Machine Tools For Turning And Planing
Angles at in the hand-tools. - Figuers generally one-fourth to one-eighth the full-size.
The performance of fixed tools is, in general, much more effective than that of hand tools; as the rigid guides and slides now employed, do not suffer the muscular fatigue of the man, nor do they experience those fluctuations of position to which his hand is liable. Therefore, as the tool pursues one constant undeviating course, the corresponding results are obtained both more economically and more accurately by the intervention of the guide-principle, or the slide-rest, from which we derive the slide-lathe, and thence the planing-machine, and many other most invaluable tools.
The cutting edges of machine tools mostly follow the same circumstances as those of hand tools, but additional care is required in forming them upon principle; because the shafts of the fixed tools are generally placed, with little power of deviation, either at right angles to, or parallel with, the surfaces to be wrought; the tools are then held in the iron grasp of screws and clamps, in mortises, staples, and grooves. The tools do not, therefore, admit of the same accommodation of position to compensate for erroneous construction, or subsequent deterioration from wear, as when they are held in the hand of the workman, and directed by his judgment.
It must also be additionally borne in mind that, however ponderous, elaborate, or costly the machine may be, its effectiveness entirely depends upon the proper adaptation and endurance of the cutting-tool, through the agency of which it produces its results.
The usual position of the fixed turning tools is the horizontal line,as at a, fig.425; and unless the tools always lie on the radius, (or any other predetermined line,) various interferences occur. For instance, the tool proceeding in either of the lines b or c, could not reach the center of the work, and a portion would then escape being wrought; the curvature of the circle at b, would sacrifice the proper angle, and expose the tool to fracture from the obliquity of the strain; and at c, the edge would be altogether out of contact, and the tool could only rub and not cut. These evils increase with the diminution of the circle; and although the diagram is greatly exaggerated for illustration, the want of centrality is in truth an evil of such magnitude that various contrivances are resorted to, by which either the entire slide-rest, or the cutter alone, may be adjusted for height of center.
Fig. 425.
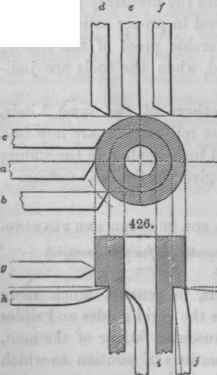
The planing tools fur metal are in general fixed vertically, and the path of the work being, in the majority of planing machines, rectilinear and horizontal, the tool may be placed at d, e, or f, indifferently, therevbeing no interference from curvature as in turning.
In those modifications of the planing machine, in which as in Tunnel's mortising engine, the cutter travels perpendicularly, and is also fixed perpendicularly, as in the key groove or slotting engines, and the paring engines, the general form of the tool /, or that of a strong paring chisel, is retained, but the blade is slightly inclined in its length as at j, fig. 426, to avoid touching the surface to be wrought except with its cutting edge, and the length of the tool supplies a little elasticity to relieve the friction of the back stroke.
Although all the various forms of hand-turning tools are more or less employed as fixed tools, still the greater part of the work is done with the point tool, (such as g, in the plan fig. 426,) the angle of which should be slightly rounded; but for working into an angle, the point of the tool is thrown off as at h, so that its shaft may avoid either side of the angle, and it is then called a side-tool. For internal works, and in small apertures especially, the abrupt curvature requires particular attention to the central position of the tool i, and a frequent sacrifice of the most proper form of the chamfer or edge. I will now describe a few of the slide-rest tools in the previous order, namely, those for soft wood, for hard wood, for brass, and for iron.
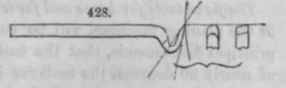
The fixed tools for soft wood require the same acute edges, and nearly tangential positions, as those used by hand; and if these conditions exist, it is quite immaterial whether the tool touch the work above or below the center; but the central line, or a, fig. 425, is the most usual. The soft-wood gouge, or hook-tool, is successfully imitated by making an oblique hole in the end of a bar of steel, as seen in two views in fig. 427, but it is not very lasting; or a bar of steel may be bent to the form of fig. 428, and sharpened internally, either rounded to serve as a gouge, or straight and inclined as a chisel, but neither of these tools admits in itself of adjustment for center.
Figs.427.

The difficulty of center is combated by the use of a tool exactly like a common gouge or chisel, but only an inch or two long, and with a cylindrical stem also an inch or two long, by which it may be retained at any height, in the end of a bar of iron,having a nearly perpendicular hole and an appropriate side screw for fixing the tool; this construction is abundantly strong for wood.
The fixed tools for hardwood and ivory, follow the several forms of the hand-tools, figs. 382 to 405, pp. 518-19, except in having parallel stems; they are always placed horizontally, and are treated in all respects just as before. Care should be taken, however, that the end of the tool is its widest part; in order that, if it be sent in below the surface of the work, as in cutting a groove, it may clear well, and not rub against the sides.
In sharpening the tools intended for hard wood and ivory, the oil-stone should be applied principally at the end, or on the chamfer of the tool, as this will not reduce the height of center, which it is always important to retain. If, however, the tools should eventually become chamfered off, after the manner of fig. 406, p. 519, they may be annealed, and thrown up to place the chamfered part in the line of the general face; they are then re-hardened, and ground up as at first. But as most of the slide-rests for wood-turning are fitted into pedestals by means of a cylindrical stem with a vertical screw adjustment, the tools may be at all times accurately centered when particular care is required; and this provision is of still greater importance, with the several revolving cutters applied to the slide-rest, which will be hereafter adverted to.
Continue to:
My Books

