Topaz (8). Sapphire, Ruby (9). Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Topaz (8). Sapphire, Ruby (9). Part 3
It must not be supposed however, the diamond endures for ever, the ordinary painter and glazier may use one diamond throughout his lifetime, by having it pieces are known as diamond bort. The diamonds are mostly fixed in brass wires, by first drilling a shallow hole for the insertion of the stone, which is embedded slightly below its largest part, and the metal is pinched around it. Shell-lac is also used for cementing them in, and spelter or tin solders may be fused around them with the blow-pipe, but pinching them in annealed brass is preferred.
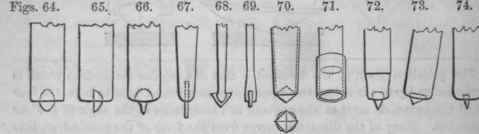
The following figures represent, say two or three times magnified, the forms of diamonds that would be most proper for various tools, but it will be remembered they are only selected as near to the respective shapes as they can be found, either amongst imperfect diamonds, or from fragments split off good stones in the first stage of their manufacture for jewellery; these of a small brass chuck, turned cylindrical on their edges, and bevilled for burnishing: into the metal rings. They are also turned concave and convex on their respective faces, the turning tool being a fragment or splinter of diamond, fixed in a brass wire; fig. 64 represents the flat view, and 65 the edge view of such a tool, but of the form more usually selected for turning hardened steel,* namely, an egg-shaped diamond split in two, the circular end being used with the flat surface upwards; the watch jeweller uses any splinter laving an angular corner †. In drilling the rubies they are chucked by their edges, and a splinter of diamond, also mounted in a wire is used; should the drill be too conical, the back part is turned away with a diamond tool to reduce it to the shape of fig. 66, and from the crystalline nature of the stone, some facets or angles always exist to cause the drill to cut. The holes in the rubies are commonly drilled out at two processes, or from each side, and are afterwards polished with a conical steel wire fed with diamond powder. In producing either very small, or very deep holes, a fine steel wire, fig. 67, is used, with diamond powder applied upon the end of the same, the limit of fineness being the diameter to which the steel wire can be reduced.
When diamond tools larger than those made of crystals or thin splinters are required, diamond powder is applied upon metal plates and tools of various forms, which serve as vehicles, and into which the particles of diamond powder are embedded, either by slight blows of the hammer, or by simple pressure.
In the construction of the jewelled holes represented in fig. 58, and in similar works, the rubies and sapphires, although sometimes split, are more commonly slit with a plate of iron three or four inches diameter, mounted on a lathe, and charged on the edge with diamond powder and oil. When sliced, they are ground parallel one at a time on a flat plate of copper (generally a penny-piece), mounted on the lathe, and into the turned face of which small fragments of diamond have been hammered, this is called a roughing mill; a similar plate with finely washed diamond powder is used for polishing them.
The rubies are afterwards cemented with shell-lac, on the end re-set to expose other angles; but in some glass works, where enormous quantities of this useful material are cut up, the consumption of diamonds amounts to one and two dozens or upwards every week, as the sides, from being convex, become rapidly concave, and the principle is lost.
In drilling larger holes in china and glass, triangular fragments of diamond are fixed in the cleft extremity of a steel wire, as in figs. 68 and 69, either with or without shell-lac. Another common practice of the glass and china menders, is to select a tolerably square stone, and mount it as in fig. 70 in the end of per tin tube, which wears away against the side of the hole so as to become very thin, and by the pressure, to embrace the stone by the portions intermediate between its angles ‡.
* A process employed by the late Sir John Barton, see foot note, page 42. † The convex surfaces of the rabies are polished with concave grinders of the same sweeps; the first of copper, the next glass, and the last pewter, with three sizes of diamond powder, which is obtained principally from Holland, from the men who cut diamonds for jewellery, an art which is more extensively followed in that country than elsewhere. The watch jewellers wash this powder in oil, after the same manner that will be hereafter explained in regard to emery. ‡ The stone is, from time to time, released by the wearing away of the metal, but those workmen are dexterous in remounting it; and that the process is neither difficult nor tedious to those accustomed to it, is proved by the trifling sum charged for repairing articles, even when many of the so-called rivets or rather staples are cemented in; they employ the upright drill with a cross staff A similar diamond drill mounted in braes, was used by Mr. Ellis, with the ordinary drill-bow and breast-plate for drilling out the hardened steel nipple of a gun, which had been broken short off in the barrel; no material difficulty was experienced, although the stone appeared to be so slenderly held.
For larger holes, metal tubes such as fig. 71, fed with diamond powder, are used; they grind out an annular recess, and remove a solid core; copper and other tools fed with emery or sand may be thus used for glass, marble, and various other substances. The same mode has been adopted for cutting out stone water-pipes from within one another by the aid of steam machinery.
Fig. 72 represents the conical diamond used by engravers for the purpose of etching, either by hand, or with the various machines for ruling etching grounds; for ruling medals, and other works. Conical diamonds are turned in a lathe by a fragment of another diamond, the outside skin or an angle being used, but the tool suffers almost as much abrasion as the conical point, from their nearly equal hardness; therefore the process is expensive, although when properly managed entirely successful.
To conclude the notice of the diamond tools, figs, 73 and 74 show the side and end views of a splinter suitable for cutting fine lines and divisions upon mathematical instruments. The similitude between this and the glazier's diamond will be remarked, but in the present case the splinter is selected with a fine acute edge, as the natural angle would be too obtuse for the purpose.
Mr. Ross, the inventor of the ingenious Dividing Engine rewarded by the Society of Arts in 1831, informs me that with a diamond point of this kind, presented to him by Mr. Turrell, he was enabled to graduate ten circles upon platinum, each degree subdivided into four parts; at the end of which time the diamond, although apparently none the worse, was accidentally broken. A steel point would have suffered in the graduation of only one-third of a single circle upon platinum, so as to have called for additional pressure with the progress of the work, which in so delicate an operation is of course highly objectionable*.
* In collecting the materials for this chapter, I have gratefully to acknowledge the assistance of J. Tennant, Esq., Professor of Mineralogy, King's College, Loudon; Joseph Hall, Esq., Marble and Spar Works, Derby, and some others.
The workshops of the following manufacturers, etc, have also been kindly laid open to my inspection: Messrs. Corotti, Cox, Dallaway, Dumenil, Ellis, Inderwkk, Lund, Magnus, etc, by these means I have been able to obtain the most practical information upon the several subjects, the principal difficulty having been to keep the matter within the limits required by the nature of the work.
Continue to:
My Books

