Boring
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Boring
Boring, a name common to two distinct mechanical operations, which bear different appellations in most languages. The one consists in turning the inside surface of cylinders to make them true, the other in cutting holes through solid matter. Cylinders of a diameter smaller than four feet are bored on a lathe; the cylinder is fastened to the slide-rest, and the tool is keyed on a mandrel or boring bar held between the centres of the lathe; the cylinder moves lengthwise, and the tool revolves so that the cut is helical. Large cylinders of the thickness usual for steam engines are bored on a vertical machine, as their weight is sufficient to deflect them when resting on the side. This important tool is of modern invention, and is found only in those large establishments where huge steam engines are built. A boring machine is generally placed in a corner of the shop formed by two solid walls. It consists mainly of a vertical shaft placed below the floors, supporting a vertical boring bar which carries a horizontal cutter wheel, and of a strongly ribbed bed plate on which are four movable standards or supports, with clamps to hold the cylinder in a vertical position.
The lower end of the shaft rests in a socket on strong foundations; the upper end is keyed loosely to the boring bar, and supports it. The boring bar is guided by two adjustable boxes, the lower one forming a part of the bed plate, the upper one part of an iron beam strongly bolted and braced to the walls. The shaft and boring bar are made to revolve by a- train of wheels placed under the floor. The cutter wheel, on which are bolted several tool-carriers, descends slowly along the boring bar. To operate with this machine, the boring bar is at first withdrawn, to make room for the cylinder, which is placed on the standards, and then the bar is put back in its place inside the cylinder. This last is then so adjusted as to have the same axis with the boring bar, and is firmly clamped. Cutting chisels are set on the tool-carriers; these are adjusted for the depth of cut desired, and the machine is put in motion. After the cutter wheel has come down the whole length of the cylinder, it is raised by means of a revolving crane for another cut. Boring machines were made to avoid the bulging of the sides of cylinders when placed horizontally, as this was the main impediment to good boring; they also avoid the deflection of the boring bar.
They require much less power than lathes to do the same work, and have several other minor advantages. Messrs. Nasmyth, Gaskell and company constructed the boring mill represented in fig. 1 for the purpose of boring the large cylinders, 10 ft. in diameter, for the Great Western steamship navigation company's vessel the Mammoth, at their works at Bristol. The motion is communicated by the driving pulley c to a bevel pinion working the bevel wheel d. The shaft on which this wheel is fixed has on its opposite end a worm for communicating motion to the upright shaft f and boring bar a. This boring bar has vertical grooves a' in which the cutter head b is movable, sliding up and down according to the progress of the work; Is is a tool-carrier, fixed to the cutter head, by which the boring is effected. The foundation plate h forms a bearing for the upright shaft, the lower end of which rests in the step g, while the cylinder I is secured by the clamps j j to the supports i i, which are fixed to the foundation plate. Two strong pieces of masonry, m', support the entablature m, for carrying the self-acting apparatus for raising and lowering the cutter head 5. The entablature is secured to the masonry by strong holding down bolts.
This self-acting apparatus consists of a rack, n, worked by a pinion, the motion being transmitted by trunnion wheels through two spur wheels and pinions, o o. The whole of this upper machinery revolves with the boring bar, with the exception of the ringjo, upon which the trunnion wheels rest and revolve. The motion thus produced is communicated to the rack, which is either raised or lowered according to the direction in which the boring bar revolves. Smaller hollow cylinders are bored in a similar manner, except that they are usually placed in a horizontal position. The cutter head may be made to revolve in the cylinder, or the cylinder may revolve about the cutter head. The barrels of muskets and other small firearms, being forged hollow, are bored upon a similar principle. The barrel is screwed on a carriage which moves in iron grooves, and is propelled toward the boring bar by a rope which passes over pulleys and has a weight hanging from the end. (For the boring of cannon and rifle guns, see Cannon, and Rifle.) - In the boring of solid substances various questions require to be taken into consideration.
If the tools had only to cut away a portion of matter, as is done in cutting, planing, and turning, the directions given for cutting tools as to the angles of the faces of the edge with the work, the velocity, and the lubricating liquid proper for the substance to be cut, would have to be strictly applied. Such is not the case, however; a drill has not only to turn off the bottom of the hole, but also to pare its sides, to guide itself in a straight line, and, for wood and some other substances, to eject the shavings. Moreover, the velocity is unavoidably different at all points from the centre to the circumference. In consequence, the rules given for cutting tools are observed in boring tools only as far as they accord with other important requisites; but they must never be lost sight of. Drills are made, in general, to bore straight holes, by providing them with a centre point or pin projecting beyond the cutting edge just in the centre of the hole, or by tapering the cutting edges to a point.
They are made to bore clean holes, by providing them with a shearing point on the side, that cuts like the point of a knife; or by prolonging the cutting edge along the side; or, for metal, by making a reamer with the stem of the drill (figs. 2, 3, and 4). Boring tools are made to eject the material cut away, by shaping the stem in the form of a screw, or by making it hollow. The various tools used for boring wood are as follows: The brad awl (fig. 5) is a cylindrical wire, with a chisel edge; it packs the material around the hole. The awl (fig. 6) is a square bar tapering to a point. A great number of tools are fluted, that is, have the shape of the half of a tube. Such are the gouge bit (fig. 7), the spoon bit (fig. 8) and its varieties, the table bit and the cooper's dowel bit, and the nose bit or auger bit (fig. 9). The gimlet (fig. 10) is fluted, but terminates in a screw, which drives it into the wood. The centre bit (fig. 11), an instrument of English invention, consists of a centre point, a shearing point, and a broad inclined cutter. Its variations are called plug centre bit, wine cooper's centre bit, and expanding centre bit.
The tools in the form of a screw are the single-lip auger (fig. 12), made of a half-round bar wound spirally around a cylinder; the twisted gimlet, (fig. 13), made of a conical shaft, around which is cut a half-round spiral groove; the screw auger (figs. 14 and 15), formed of a flat band of steel twisted when red hot; the American auger (fig. 16), made of a solid shaft, around which is a thin helical fin. The last much resembles a wool screw; the cutting edge is removable, and resembles that of a centre bit. All these twisted tools are of American invention, and were scarcely known in Europe 30 years ago. Another American tool is an auger for producing square holes or cutting mortices: it consists of a screw auger working in a tube, round inside and square outside; the four corners at the lower end of the tube are sharpened from inside, and proceed forward a short distance behind the cutting edge of the auger, cutting • through the wood as they advance, and making the round hole square. Several of these tools working side by side will cut an oblong hole.
Boring tools for wood are worked by means either of a lathe, a carpenter's brace, a transverse handle, or a drilling machine. (See fig. 17.) - Boring tools for metal are called drills, and are much less varied in shape than those for wood. The double-cutting drill, fig. 4, is made by flattening the end of a small bar of steel, cutting it so as to form a point or projecting angle of about 90° in the centre line of the tool, and grinding on both sides to transform the two flats, forming the angle into edges of about 60° sharpness. Another double-cutting drill, called the Swiss drill, is made of a wire filed on one side to the diameter, the end of the remaining half being ground in the shape of a half cone. The common single-cutting drill, fig. 3, is forged flat and cut pointed, so as to show at the end two small faces meeting at an angle of 90°, and forming a point projecting in the centre line of the tool. These two faces are ground so as to form angles of 60° with the flat sides of the tool; the one face forming this angle with one side, the second face with the other. This drill is in universal use, the angles specified being slightly modified according to the nature of the metal to be bored.
It is very difficult to drill a hole in the exact place where it is designed to be, and the error is proportional to the size of the drill. For this reason, when exactness is required for a large hole, a small hole is drilled first, and this is enlarged by means of a pin drill. The shape of a pin drill is exactly represented by placing two carpenter's chisels side by side, the one presenting its face, the other its back, to the person holding them, and by letting the end of a wire project between them a little below the edges. In using the instrument, the centre pin must enter and fit the small hole previously bored, which acts as a guide. If the portion of the cutting edges nearest the centre pin is cut away, the tool will cut a circular groove; such is the form adopted for cutting holes in the tube plates which receive the tubes in locomotives. These drills are worked in various kinds of braces, in the lathe or in the drilling machine. After they are drilled, the holes of all carefully made machines, which are not tapped, are perfected by reaming. A large proportion of holes drilled are intended for screws, and are consequently tapped.
Taps, master-taps, stocks, dies, and reamers are costly tools; hence it is the interest of machinists to devise and adopt a uniform system in drilling and making screws, so that a machine may be repaired in another shop than that of the maker, without the necessity of making a new set of tools for each particular case. Hard steel and glass are bored with the end of a rotating brass rod fed with oil and emery. Glass offers also this remarkable and little known peculiarity, that it is drilled through as easily as hard woods with a common metal drill, provided the drill is kept all the time moistened with turpentine. - In boring rocks for blasting, the common hand drill and the jumper are more used than any other tools. (See Blasting.) The situation of the place in which the holes are to be drilled is often very difficult of access with a machine, so that the time and expense employed in adjusting the apparatus would make it preferable to employ manual labor. When, however, large holes are desirable for the displacing of masses of rock, machines worked by compressed air furnished by steam power, when they can be placed in working position, are to be preferred; and, in fact, in all modern blasting on a large scale, the greatest amount of displacement of rock is effected by blasts which are made in the holes drilled by machines.

Fig. 1. - Boring Machine.
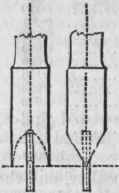
Fig. 2.

Fig. 3.
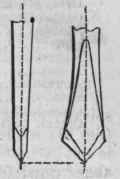
Fig. 4.

Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.

Fig. 9.
Fig. 10.

Fig. 11.
Fig. 12.
Fig. 13.

Fig. 14.

Fig. 15.

Fig. 16.

Fig. 17. - Drilling Machine.
Among the most noted of the rock drills, having been the longest in use, and the principal one employed in excavating the Hoosac tunnel, is the Burleigh drill, a general outline of which and its mode of working are represented under Blasting. It is what is called a percussion drill, that is, a drill whose bit is driven by blows against the rock, and is usually propelled, as are the other drills to be noticed, by compressed air, which is furnished by a double-cylinder pump, called the air compressor, fig. 18. The backward and forward motion of, the piston rod to which the drill is attached is produced in the same manner as in an ordinary high-pressure steam engine. The In-gersoll drill is especially effective in excavating open cuts. In the engraving, fig. 19, c is the cylinder, s the steam or compressed air chest, h the pipe which supplies the compressed air, and p the screw for moving the drill forward, which may be done by the hand or by the rod g, which is turned by an automatic ratchet movement.
Various attachments are used for the purpose of rotating percussion drills as well as for feeding them, a general idea of which may be gathered from the following description of a drill (fig. 20) invented by Prof. De Volson Wood of the Stevens institute at Hoboken, N. J. The piston, piston rod, drill holder, ratchet for rotation, and enlargement for regulating the feed, constitute a single piece of cast steel. The small valve a is operated by the reciprocating movement of the plug 5. Steam is admitted behind the plug b so as to keep it constantly pressed against the plug c, which rests upon the conical surface d. During the backward movement of the piston the small valve is forced upward by the conical surface, and during the forward movement it is moved downward by the pressure of the steam behind the plug ft. This small valve admits the motor so as to reciprocate the piston e, and this piston operates the main valve f. The length of the stroke is adjusted by simply turning the piece g. By this arrangement the valve is operated without shock, and hence will not break, and when properly set the main valve will not be opened until the blow is struck.
The drill is seized and held automatically by the conical wedges i i, and is rotated by the sloping click fc, which rotates about its back edge, coming in contact with sloping teeth I on the enlargement of the piston rod. The click m prevents it from feeding forward, and the click n in a similar manner prevents it from feeding back. The thread on the screw o is made very steep, so that when the piston advances so far as to drive m out of bearing, the pressure of the motor on the forward head, p, during the backward stroke of the piston, forces the cylinder forward, which will cause the screw o to turn, thus securing an advance feed. A false head, r, to prevent the piston from striking the rear head, has the motor admitted and retained behind it by a puppet valve. - The diamond drill, owned by the American diamond drill company, the bit of which is the invention of Rodolphe Leschot of Paris, is a rotary machine, and of course differs widely in construction from those just described. There are several patterns and sizes; that represented in fig. 21 is a small tunnelling drill. It is so adjusted that it can be placed in any required position, moving as if on a universal joint.
The bits, which are screwed on the end of the drill rod, are armed with black diamonds as represented in figs. 22 and 23. It will be observed that the diamonds are so arranged as to cut the hole larger than tho diameter of the bit or the drill. Both the drill rod and the bit are hollow to admit water, which is forced clown to the bottom of the hole while the machine is at work. This drill is now (February, 1873) in use by the United States government in deepening the channel of the James river below Richmond, Va. It is much used in prospecting for coal and other minerals, and for boring artesian wells, and is especially adapted to these purposes. At the Lackawanna coal and iron company's mines the total boring in 67 days in the year 1872 was 6,357 ft., with an average number of 2 8/10 drills, the average of each drill per day being 34 ft. The average cost of the diamonds was 13 1/2 cents per foot.
Continue to:
My Books

