Pottery And Porcelain
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Pottery And Porcelain
The history of pottery, if it could be written, would be as old as the history of man. Baking clay and making vessels is one of the first useful arts in the history of all peoples, savage as well as civilized. Clay mingled with sand and wet with water can be moulded into almost any desired shape. Baking expels the water and fuses the sand and clay, and the result is a compact substance. This can be painted with any colors which will not change from heat, and being again baked, the forms will become decorated pottery. As this art, known as the ceramic art, affords opportunity for the modeller and the painter, and as it has been practised by all nations in all times, it furnishes the most important illustrations of the taste, education, and comparative civilization of different peoples; and inasmuch as its result, pottery, is among the most indestructible materials known, and as pictures, names, stamps, and records of various kinds are frequently placed upon articles of it, it becomes of the highest importance as a historic art.
Still more, as in all nations where civilization has reached a high grade the best artists have often been employed in the decoration of pottery and porcelain, as well as the best modellers in producing forms of beauty, thus uniting the work of painter and sculptor, the art takes high rank among the fine arts. Hence great attention has been paid to it by archaeologists and by lovers of the beautiful. Vast public and private collections have been made illustrating its history, and very high prices have been paid for rare specimens of peculiar historical or artistic quality. - With the clay of which pottery is composed, sand, chalk, and other substances may be mingled, and thus different varieties produced. The color of simple pottery depends on the ingredients of the clay. Pottery is of two kinds, soft and hard. Soft pottery yields easily to the point of a knife, while hard resists it. Soft pottery melts at a much lower temperature of the furnace than hard. A common building brick is the simplest illustration of soft pottery, while a fire brick is the simplest illustration of hard pottery.
Soft pottery is usually divided in the study of ceramic art into four classes: 1, unglazed pottery, the result of baking clay without surface varnish or glaze; 2, lustrous pottery, a name applied to a large class of objects which have a shining surface produced by a thin varnish or coating which reflects light, but which is sometimes permeable to water; 3, glazed pottery, which is covered with a thick shining surface produced by the use of lead, or by the union of alkaline substances with lead in the clay; 4, enamelled pottery, covered with a coating of enamel in which tin is employed (whence the word stanniferous), and which being baked receives a surface decoration, of different substance from the pottery and more or less thick, which is of vitreous character, resisting acids and not permeable to water. The larger part of all ancient pottery is included in the first three classes. Most modern pottery, including Saracen, Italian, French, German, Dutch, and other ware, known as majolica and fayence, is soft pottery enamelled. Fayence is a term derived from Faenza, an Italian city where decorated pottery was largely made in the 16th century, and in its present general use includes all pottery enamelled or decorated with color.
The French formerly used the word faience as including all pottery and porcelain, but the more modern French usage applies it to pottery only. Majolica is a word supposed to be derived from Majorca, where Saracen pottery was made, and is used to signify all fayence of Italian manufacture. Lately the word has been used as almost if not quite synonymous with fayence. The term "ceramic" includes all works in pottery, porcelain, and stoneware, and is derived from the Greek nipa-/uog, signifying potters' clay, earthen vase, etc. Porcelain is a product of clay and sand, like pottery, but the clay is of a class which with the addition of other substances produces a translucent body. Pottery is always opaque, porcelain always translucent. Pottery breaks with a rough fracture, exhibiting the color of the clay; porcelain breaks with a vitreous fracture, white and clean. Porcelain is divided into two classes, soft paste and hard paste. Soft paste porcelain is made of fine clay, mingled in large proportions with silex and other substances. As the proportion of silex is increased the soft paste porcelain approximates more nearly to glass, and the products of some factories have been but little different from opaque glass. Different pastes have been used by different makers.
About 1840 Staffordshire soft paste porcelain was composed of Cornish kaolin 31, Cornish china stone 26, flint 2.5, and bones 40.5 per cent. Hard paste, called " true porcelain," depends for its manufacture on the use of a peculiar clay which the Chinese called kaolin, the name by which it is now known, and which is mingled with feldspar (called in China petuntse). All Chinese porcelain and much of the European is hard paste. Soft paste porcelain can be distinguished from hard paste by its more readily yielding to an iron point, by its oily feeling to the touch, and by the general fact that articles of soft paste are glazed throughout, while articles of hard paste show unglazed bottoms or bottom rims. A third kind of ware, occupying a place midway between pottery and porcelain, is known as stoneware. It is in fact a very hard pottery, and is composed of the same substances, with divers additions varying in different factories. - History of Pottery. The oldest pottery known is Egyptian. The tombs at Beni Hassan in Egypt, which date from about 2000 B. C, contain pictures of various Egyptian trades and industries, including a pottery, in which appears the potter's wheel in use for forming cups. The Egyptians therefore made soft pottery in forms at this early period.
They possessed also an art which belongs to the class of pottery, though not actually the baking of clay. They carved small articles from steatite or soapstone, which they covered with a vitreous substance and baked in furnaces, producing a resemblance to enamelled pottery. This art was of very early origin, and specimens are known bearing the names of kings who reigned before 2000 B. 0. The Egyptians also had knowledge from an early period of the art of enamelling pottery. No chemical analysis has yet been made of their enamel, but it resembles the stanniferous enamel of modern times. They used colors with this enamel, producing pure white, yellow, purple, and green objects, and especially a blue which was very rich and pure, and has never been surpassed. Articles enamelled in blue 15 centuries B. C. are as bright and perfect to-day as articles of modern production. They made vases, cups, amulets of many kinds, and especially figures of the Egyptian pantheon, which were exquisite in model, and rank as works of high art.
When Egypt fell under Greek domination, the pottery for the first time in 15 centuries began to show indications of foreign influence; and in the Roman period Egypt produced only such pottery as the Romans everywhere made. - In the Euphrates valley pottery was made from the earliest dates. The expression in Genesis xi. 3, "Go to, let us make brick and burn them thoroughly," shows a knowledge of the art, which must have included other articles than brick, but we have no relics of this early period. The ruins of Babylon and Nineveh abound however in remains of brick walls, and these bricks were often covered with a stanniferous enamel. This art was probably learned from Egypt. The most remarkable use of pottery in the valleys of the Euphrates and Tigris was as a method 'of perpetuating records. Many thousands of specimens have been discovered which show that even the most ordinary transactions, the conveyance of land and of slaves, were recorded on tablets of wet clay, baked, and thus rendered permanent. History, fable, poetry, and a vast amount of literature were thus recorded, and modern learning is fast deciphering and translating these curious and interesting relics. At a later period it was the custom to make coffins of pottery, unglazed and enamelled, with more or less decoration.
At Warka vast numbers of these coffins have been found. Very few vases or articles of ordinary use have been discovered, and we have but slight knowledge of the taste and skill of the Assyrians in ornamental pottery. They built walls of cities and of palaces with brick, and enamelled the surfaces in brilliant colors. - The ceramic art probably went eastward as well as westward from the Euphrates valley. Eastward we cannot trace its course, except as possibly the Chinese derived it from them. "West of the Euphrates we find it in Phoenicia, whence it went by different routes across the archipelago to Greece. With Phoenician art the modern world has been little acquainted until the discoveries made by Gen. di Cesnola in Cyprus (see Cesnola), the results of which are in the Cesnola collection in the metropolitan museum of art in New York. The Phoenicians appear to have possessed the art at a period prior to 1500 B. C. Their products of that time consist of rude images of Venus, and unglazed pottery wares of great variety in form, but without interest in decoration. As the predecessors of the finest works of Greek ceramics, the Phoenician relics possess great interest. The first decoration was in lines scratched or in color, circles, zigzags, simple geometric figures, chequers, etc.
At an early period a glaze or lustre was invented which gave brilliancy to the surface. It is so thin that it has defied chemical analysis, and its composition is unknown. On this the same simple forms of decoration were first used. When Egypt conquered Cyprus, Egyptian influences began to reach the Phoenician work on this and other islands of the archipelago. The lotus flower, birds in deep red and black colors, and at length various animals, were painted on the vases. Prior to 700 B. C. no attempt is made to divide Greek pottery into classes. The works which are painted in white, black, and red, with rows of tigers, goats, lions, etc, around the piece, or with lotus flowers, birds, etc, have been variously called Doric, Corinthian, Carthaginian, Phoenician, and Egyptian. The Cesnola discoveries show them to be Phoenician modified by Egyptian influence, and properly styled Egypto-Phcenician. The human form was seldom painted on the earlier pottery, but about 600 B. 0. the second style came into use, in which the articles were painted black, leaving open spaces showing the original surface color of the clay, generally red or yellow, on which figures in black were painted. This was the commencement of fine art, and improved for two centuries.
Vast numbers of vases and other articles were now made, on which there were paintings representing scenes from history, from the cyclic poets, from mythology, and from the imagination of the artists. The next advance consisted in adopting the red or yellow surface of the clay for the picture, painting the rest of the article black. The red figures, touched with lines in black, had expression and action, and the art had reached its culmination. The best period was from 400 to 300 B. C. After the latter date the art declined, and before the days of the Romon empire was practically abandoned. - The Greeks imported into Italy both the splendid works of their potteries and the potters themselves, who produced similar fabrics in that country. For a long time these works were attributed to the Etruscans, but it is now known that the Etruscans never excelled in ceramic art. They made rude pottery in their earlier periods, then learned some ideas from the Greeks, and produced poor imitations of Greek work. The Romans made immense quantities of pottery for useful purposes. Bricks and tiles for draining, for walls, for roofs, and for other uses, were a great source of revenue to land owners and to potters.
These had inscriptions giving the name of the owner from whose land the clay was obtained and the name of the maker, and they often bear names of consuls, dates, and other important historical inscriptions. A common mode of Roman burial was in a grave lined with tiles, the body being preserved from contact with the earth by arched tiles over it, on which are often found inscriptions. Large pottery statues, as well as statuettes, abounded in Rome in early times. The most interesting articles of Roman pottery which are preserved to us are lamps in great variety of form and decoration, generally made in moulds. The Romans also made a variety of pottery known as Samian ware, from its resemblance to the Greek pottery of Samos. This was of a brilliant red, often pressed in moulds so as to give decoration in raised work. This ware was made wherever the Roman power extended. - In the later period of the Roman empire the ceramic art fell into disuse, and all knowledge of its artistic capabilities was lost. But the art, which had probably passed from the Euphrates valley into the eastern parts of Asia, and had been practised in China and India from a very early period, seems to have found its way back across Asia -at the time when Europe was losing it.
The Saracens possessed it as early as the 8th century, although we cannot identify specimens of their work until a later time. Europe is indebted to them for its revival, as it is for that of other fine arts. They found it useful for their peculiar and beautiful architecture, and made tiles for internal and external use in public and private buildings. As early as the 12th century they excelled in the use of stanniferous enamel with brilliant colors. They carried the art into Spain, where it produced tiles called azu-lejos, and dishes and vases in what has been called the Hispano-Moresque style. Their decorations were exceedingly fine, abounding in arabesques on brilliant blue, green, red, yellow, and white enamel. "Whether Germany derived knowledge of the art from Saracen sources it is impossible to affirm, but the first work in glazed pottery in Christian Europe of which we have any knowledge is found at Leipsic, where the convent of St. Paul, finished in 1207, had a frieze of glazed or enamelled bricks, with raised figures of Christ and the apostles. At Breslau,. in the Kreuzkirche, the monument of Henry IV. of Silesia (who died in 1290) is a great work in enamelled or glazed pottery, including a life-size figure of the duke.
But these are isolated examples, and the art does not seem to have survived in Germany. Nor is it altogether certain whether these works are glazed or true enamelled pottery. In Italy, after the decay of the Roman empire, pottery was made in rude forms until the 13th century, when we know that wares were produced covered with a lead glaze and decorated with colors. This glaze, fusing with the colors, produced a peculiar mingling in the surface decoration, and the ware is known as mezza majolica. Luca della Robbia of Florence, born about 1400, acquired the art of covering pottery with a stanniferous enamel, long practised by the Saracens in Majorca, and in 1438 produced and placed in the Duomo at Florence his first work, the " Resurrection," consisting of a plaque having a blue ground, on which are raised figures in white. From this commencement is dated the origin of the best art in Europe. Luca taught the art to his nephew Andrea. The latter in turn left four sons, one of whom, Girolamo, went to Paris and worked and died there, having survived his brothers. With him the secrets of the Della Robbia family perished; but the great secret of stanniferous enamel had become known.
During the 15th century Italian potters continued to make mezza majolica, and improved in the decoration of it. Toward the close of the century they began to use the stanniferous enamel, and the art sprang at once into its period of greatest success. The mezza majolica was decorated at first with masses of color, then with Saracen patterns, and finally with arms, heads, and portraits. Pesaro and Caffagiolo had factories, which were celebrated in the 15th century, and retained their renown in the 16th. Other factories rapidly earned fame, at Faenza, Florence, and elsewhere. The ware made with the new enamel was called porzellana, a word the origin of which is unknown, but from which we have porcelain. The styles which characterized the mezza majolica decoration continued in use on the new ware until about 1530, when they were abandoned, and the next ten years cover the period of the finest Italian majolica. The Gubbio factory now took the lead. Giorgio Andreoli, known as Maestro Giorgio, a sculptor and painter, devoted himself to the fabric. His work is remarkable for golden yellow and brilliant ruby red, for rich metallic lustre, and for superb paintings in a great variety of styles. Francesco Xanto and Orazio Fontana of Urbino rivalled him in all kinds of work.
Many of the most eminent artists of Italy furnished designs for the decoration of pottery, and some of them probably amused themselves occasionally by doing the work of painting. Castel Durante, Naples, Pavia, Perugia, Venice, and numerous other localities in Italy produced majolica wares. These were always soft pottery, covered with brilliant enamel and painting. In England the name " Raffaelle ware " has been given to majolica, from the fact that many of the designs of Raphael Sanzio are found on pottery. It is not known that he furnished these, but Marc Antonio's engravings after Raphael seem to have been freely used by designers. Battista Franco, Taddeo Zuccari, Raffaelle dal Colle, and others, are known to have furnished designs. Guido Durantino, Girolamo Lanfran-'co, Flaminio Fontani, and others, were celebrated painters of the ware. The decline of the art began before 1560, but it continued to be practised in Italy down to the 18th century. Articles were made in a vast variety of forms, huge vases, ornamented pitchers and jugs and cups, dishes of every shape and size, amatorii dishes with portraits of ladies to whom they were presented, and great numbers of vases and pots for drug shops. - At Oiron in France, about 1520, a private pottery was established by Helene de Hangest-Genlis, widow of Arthur Gouffier, a lady of high rank, and was continued after her death by her son Claude Gouffier. The products were few in number, and probably not made for sale.
The ware is of very fine clay, with a thin glaze. The decoration was made by graving out patterns in the clay and filling in the lines with colored clays. This ware is known as Henri Deux ware, or faience d'Oiron, and is very rare. At present (1875) only 53 specimens are known, of which 26 are owned in France, 26 in England, and 1 in Russia. Very beautiful enamelled tiles were made in Rouen, by a potter named Aba-quesne, as early as 1535. About 1555 Bernard Palissy at Saintes, after great labor and perseverance, discovered the secret of stanniferous enamel. (See Palissy, Bernard.) He produced remarkable works in soft pottery enamelled, the decorations being generally in relief, and especially fine in imitations of shells, fish, lizards, and other objects in nature. He removed to Paris, and carried on extensive works there under royal patronage until his death. The art now spread in France. At Nevers a factory was in existence in 1578, which became celebrated. The Rouen factory, which was probably the greatest in France, became equally so.
The factories of Moustiers, Strasburg, Marseilles, Niederweiler (Niderviller), and a hundred others in France are enumerated. - We have already mentioned early examples of glazed or enamelled pottery in Germany. Veit Hirschvogel of Nuremberg made fine enamelled pottery before his death in 1525, and Nuremberg thereafter produced work of the best class. The large stoves which are used in Germany were built of tiles, affording opportunity for superb decoration, which was not lost. Hans Kraut, at Villingen in Swa-bia, was celebrated for his work on stoves, and in 1536 made an enamelled pottery tomb of great size, with a view of the siege of Rhodes in relief, which was placed in the church of the knights of St. John at Villingen. The art spread through Germany, and potteries were founded in various localities. - In Holland pottery had been made at Delft as early as 1530, and after the beginning of the 17th century Delft supplied most of northern Europe with household wares. The abundance of clay suited to the purpose made the place famous for potteries, of which 30 were at work in the 17th century. England received its supplies from Delft, and it thus occurred that the English language adopted the word delft for household earthenwares, as it adopted china for porcelain wares.
Jan Steen, Van der Meer, Jan As-selyn, and other eminent Dutch artists decorated Delft pottery. The wares were improved from time to time until they rivalled m thinness, purity of enamel, and surf ace appearance the best Chinese porcelain. Every form of article was produced, even to violins. Whole table services were made, of which the dishes were in the forms of the viands to be served in them. - From Delft the art crossed over to England. Various rude forms of pottery had been made in England from remote times. The Romans had made their wares here. Staffordshire, where clay was abundant in good quality, had been the seat of potteries for many centuries. In the 17th century large dishes were made in Staffordshire, with rude decorations in color, covered with a thick glaze. About 1690 two brothers named Elers, coming from the Netherlands, established in Staffordshire a pottery, at which they produced a fine red ware resembling Japanese. This was the commencement of artistic work in England, but no great progress was made for many years. The English delft was so like the more ordinary class of Dutch that it cannot always be distinguished from it.
The first great advance made in England was by Josiah Wedgwood, who revolutionized the art in all Europe. The Wedgwood family were potters at Burslem in Staffordshire. Josiah was born in 1730, became a potter at Stoke-upon-Trent, returned to Burslem in 1759, and bought a small pottery, enlarged his works, introduced from time to time great improvements in the art, erected a vast pottery at a point near Burslem which he called Etruria, whither he removed his works, and until his death continued his contributions to the practical and artistic improvement of pottery. He introduced new and beautiful styles of decoration on the old wares. In 1762 he made a new kind of pottery called cream ware or Queen's ware, composed of white clay and flint with a pure glass glaze. In 1766 he invented the black basalt ware. In 1773 he introduced a new paste, in which he produced articles ornamented with cameo work, portraits, reliefs, etc.; and this material he improved until it became his celebrated jasper ware.
Wedgwood was imitated and copied throughout Europe. He employed good artists to make designs and moulds for his works, among whom Flaxman was conspicuous; he borrowed antique gems in immense number for facsimile reproduction, and his taste and skill were exercised in supplying thousands of varieties of artistic productions. The art advanced rapidly in England, and numerous potteries became famous. One immediate result of Wedgwood's discoveries was the introduction of new pastes, called stonewares, which occupy a position between pottery and porcelain, and for which English potteries have become especially known. The hard paste porcelain of China having been imported into Europe in the 17th century, and the art of making it discovered in the 18th, potters sought to imitate it in earthenwares, and succeeded. The division of porcelain into two classes, soft and hard paste, becomes in examining English wares impracticable, since the pastes are but different classes of pottery, running up from soft pottery to hard porcelain in one direction and to opaque glass in another. The most important modern addition to these pastes is one the invention of which is claimed by two great houses, Minton and Copeland, known as Parian biscuit.
A mere enumeration of the various Eng-lish potteries and their products would require more space than can be given to this article. - The natives of Peru, Central America, and Mexico made pottery in remote times, of coarse fabric, decorated with reliefs or additions of rude objects. They also made images of deities. Some of the ancient American work is of remarkable artistic ability. The Mexican, Central American, and Peruvian are of the same general description. The European settlers have not practised the art to any great extent. Bricks, tiles, and coarse earthenware have been and are produced in great quantities, and ordinary household earthenware has been made. Josiah Wedgwood, in a letter written in 1765, speaks of a pottery as then projected in South Carolina, but nothing further is known of it. Butter jars, jugs, and coarse gray wares with salt glaze, were made at Stonington, Nor-walk, and Norwich, Conn., and probably in other parts of the country, in the last century. No artistic attempts are known until about 1846, when a factory at Bennington, Vt., produced figurines, vases, etc, in soft pottery, with brown and tortoise-shell enamelled surface. - Porcelain. The Chinese had made pottery from a period of unknown antiquity.
The invention of hard paste porcelain was but the discovery of a new paste which would produce a translucent pottery, and this was found by uniting a peculiar clay, called kaolin, with powdered feldspar, called petuntse. The earliest mention of porcelain in Chinese literature indicates the date of this discovery in the 2d century B. C. No specimens of the ware of that time are known. Our knowledge of Chinese porcelain from actual inspection begins with the 11th or 12th century, at which time they made articles in a pure white paste, with rich enamel, the decorations consisting of raised work, or more frequently of delicate patterns of fern and other leaves produced by the use of a paste of a slightly more opaque white. Contemporary with these, or very shortly after, the Chinese made the wares known as crackle, distinguished by the breaking up of the enamel in coarse or fine cracks running in all directions. The same effect is often produced on modern stoneware and porcelain by continued exposure to heat and cold. With the orientals, however, the process was reduced to a fine art, and they were able to produce it in different sizes, and on separate portions of the same article.
The manner in which it was done is not known, but it is evident from examination that the articles to be decorated in this way were composed of two varieties of paste, the interior or core of the article being of a softer paste than the inner and outer surfaces, which were of a hard enamelled paste. Such an article, subjected to heat sufficient to fuse the softer core and plunged suddenly into cold water, would crack in a thousand lines, which would be filled with the fused paste of the inner core. Varieties in the crackle would depend on varieties of paste, degrees of heat, and the use of different pastes in different parts of the same piece. This theory is however purely conjectural. The crackles are found with varieties of color in the lines, and also in the surface decoration. From the earliest times of which we know anything the Chinese excelled in rich colors. Their yellow, green, blue, violet, and red, in innumerable shades, are the envy of European potters, who have never succeeded in equalling some of them. The art was practised with equal skill for many centuries.
Since the beginning of the 18th century the products have not been as fine as in former ages, but the falling off is in the style of decoration and not in the quality of the porcelain. - Japan made pottery from a very remote time, and is supposed to have derived the art of making porcelain from China through Corea about B. C. 27. In the 13th century the Japanese derived the art anew directly from China, and thereafter the Japanese work equalled and sometimes surpassed the Chinese. It is not easy to distinguish the products of the two nations, but the Japanese porcelain is generally of a purer white, and the decorations, especially in flowers, are more true to nature. - All the oriental porcelains are hard paste. Toward the end of the 16th century Grand Duke Francis I. of Tuscany had a laboratory in which he made a paste now classed as soft paste porcelain, and which is the earliest ware of this kind made in Europe. The art was lost, and not revived till 1695, when a factory was established at St. Cloud in France, where soft paste porcelain was produced.
The composition of soft paste being clay in union with various other substances, it follows of course that when the clay used has kaolinic characteristics, the resulting ware may be hard paste porcelain; and for this reason much confusion arises in distinguishing the character of works produced at'the same factory, especially in England. It is also to be noticed that as silex is largely used in some pastes, as it is in glass, an increase in the proportion of silex results in an approximation to glass, and some factories have produced work which differs very little from opaque glass. Most of the large factories of Europe have produced both hard and soft pastes, and many factories have also produced varieties of pottery. The importation of oriental porcelain into Europe was large and increasing during the 17th century. Its durability and superiority to pottery were recognized; Augustus, elector of Saxony and king of Poland, employed a young chemist named Bottger or Bottcher in 1701 to search for the philosopher's stone. Bottger, in the course of his experiments, hit upon a paste which being baked produced a hard stoneware, red and brown, resembling porcelain.
The importance of his discovery was recognized, and he pursued his investigations until a happy accident about 1710 helped him to success. His valet had purchased in Dresden a hair powder, the weight of which attracted Bottger's notice and induced him to try it in one of his pastes. The result was the.production of true porcelain. The powder proved to be a clay found at Aue, identical with the Chinese kaolin. The art being discovered, great exertions were made to preserve the secret. The workmen were prisoners at Meissen, and the works were secluded. In 1715 the first sales were made. The earliest wares were decorated in blue and white in imitation of the Chinese, and soon after polychrome decorations came into use. In 1720 Horoldt became director of the factory; from 1731 to 1733 Augustus himself took the direction; from 1733 till the seven years' war Count Bruihl was in charge. Frederick the Great after occupying Saxony transported workmen and materials to Berlin, but the Meissen factory soon resumed work. Dietrich, the well known artist, was one of the commissioners in charge. From 1774 to 1814 Count Marcolini was director.
The best period of the Meissen factory is generally regarded as that prior to 1774, which is commonly called the king's period, but the Marcolini period was scarcely if at all inferior to it. In purity of paste and enamel the Dresden porcelain (as the Meissen ware is called) has never been surpassed. In decoration, especially in bouquets, flowers, birds, and landscapes, it has seldom been equalled, much of its work being decidedly superior to that of Sevres, its chief rival. - From Saxony the art of hard paste porcelain spread rapidly through Europe, in spite of all efforts to preserve the secret. A workman named Stolzel escaped, and by his aid a factory was established in Vienna about 1720. Ringler, a Vienna workman, went to Hochst, where potteries had long existed, and by his aid porcelain was here made in 1740. From Hochst the art was widely scattered. Ringler when intoxicated was robbed of his secret by his fellow workmen, who sold it in all parts of Europe. The work of Hochst is celebrated, especially for artistic figurines.
Bengraf, a Hochst workman, introduced the art at Furstenberg. Wegely at Berlin obtained his knowledge from Hochst, and commenced making hard paste in 1751. This factory subsequently became royal property, Frederick the Great supplying it as before stated from Saxony with workmen, models, and materials. It has ranked among the first factories in the world down to the present time, having recently made great advances and produced works which surpass its ancient fabrics. Ringler left Hochst and established a factory at Ludwigs-burg in 1758, which produced work of the best quality. About 1759 a chemist named Mache-leid in Thuringia made an independent discovery of the art of making hard paste porcelain, and factories were established at Volkstadt, Rudolstadt, Wallendorf, Grossbreitenbach, and Limbach. In Hungary, at Herend, a factory was established in the last century, which has produced remarkable imitations of oriental fabrics. The art also early spread from Meissen to Russia and Sweden. Hochst workmen conveyed it to Switzerland, where Zurich had a factory about 1760, and Nyon another somewhat later.
In 1745 a factory was founded at Vincennes, near Paris, for the making of soft paste porcelain; in 1756 the factory was removed to Sevres; in 1758 Louis XV. became part proprietor, and in 1760 sole owner. In 1765 specimens of hard paste porcelain were made, and from 1769 to 1804 it was made in common with soft paste. From 1804 to 1847 only hard paste was made; since that time both kinds have been produced. The great reputation of the Sevres factory is the result of the dedication of the highest artistic talent to the composition, form, and decoration of porcelain. The list of artists employed is extensive, and their works in every variety of decoration are of exceeding beauty. At Doc-cia in Italy, near Sesto, 5 m. from Florence, is the porcelain manufactory of the marquis of Ginori, which in 1873 employed 550 men. - The first porcelain made in England was probably at Stratford-le-Bow, about 1740-'43. The Bow factory made both soft and hard paste. The latter is said to have been made of clay, which an American carried to England for the purpose of introducing. it in the potteries; it was stated that it came from lands in the Cherokee country.
The Chelsea factory was established about 1745, and its best period was from 1750 to 1765. In 1769 it was bought out by Duesbury, proprietor of the Derby factory, which he had founded in 1751, and to which he united the Chelsea works. The wares of both factories were of the highest character both before and after the union. The Derby factory still continues in operation. In 1760 a factory for hard paste was established at Plymouth by Oookworthy, the first specially devoted to hard paste in England. In 1772 it was purchased by Richard Champion of Bristol, and the material was transferred to that city, where Champion had founded a factory a few years previously. Bristol porcelain had great celebrity. Pottery was also made there, which had extensive sale in America. Porcelain was first made at "Worcester in 1751, and the factory there was of the highest importance from the amount and artistic excellence of its products. In 1753 the Battersea enamel works had used the art of transfer printing on enamel, and the Worcester factory was the first to apply the art to pottery and porcelain.
The invention is ascribed to J. Sadler, a Liverpool engraver, and as at first practised consisted in taking an ink impression from a copper plate on paper, which was gently pressed on the surface of the ware in bisque condition. A later improvement consisted in bat printing, which was taking an impression in oil only on a bat of glue, which being pressed on the ware transferred the oil to the surface, and then metallic color was sprinkled on, the oil causing it to adhere in the form of the engraved picture. This simple discovery revolutionized the art, in making beautiful decoration cheap and bringing hitherto expensive works of beauty within the reach of families of small means. It has been greatly improved in more modern times, and is now practised in printing several colors with all the success of chromo-lithog-raphy. The Worcester factory made close imitations of oriental wares, as well as superb works in original designs. In Staffordshire the number of potteries and porcelain establishments which sprang up and attained eminence defies our space for enumeration.
The most important in a historical point of view are the factory of Josiah Spode, founded at Stoke-upon-Trent about 1770, and that of Thomas Minton, founded at the same place in 1790. Both produced elegant works and became large and flourishing manufactories, the former being now the works of Copeland, and the latter of Minton, two houses whose works are unsurpassed if indeed they are equalled in the modern world. Simple mention must suffice of factories at Caughley, Newcastle-under-Lyme, Pinxton, Nantgarw, Lane Delph, Swinton, and Coalport. An important factory existed near the close of the last century at Lowestoft, where hard paste porcelain was made so closely resembling Chinese that it can with difficulty be distinguished from it. The characteristic of the decoration was very delicate work in borders, initials, crests, etc, small flowers, usually roses without stems, lines of deep blue with gold stars, and occasionally landscapes. - A successful attempt was made to establish porcelain works in Philadelphia between 1820 and 1825, by a gentleman named Tucker; but he abandoned the business in a few years, being discouraged at his failure to find artists who could decorate the ware.
Since then the "Union Porcelain Works" of Thomas C. Smith and son have been established at Greenpoint, Long Island, and entire table sets and other articles of excellent hard porcelain are manufactured and decorated there. Several kilns are employed in baking at this establishment. The first fine stoneware made in this country is said to have been by Morrison and Carr at South Amboy, N. J. The manufacture of earthenware is now carried on to a considerable extent in the United States, its principal seats being at Trenton, N. J., where there are 13, and at East Liverpool, Ohio, where there are 6 establishments devoted to fine stoneware and white earthenware. - Manufacture. The base of the materials for all kinds of pottery, except the old Sevres china, which is now no longer made, is clay; and upon the kind of clay and the ingredients with which it is mixed, and also upon the degree of heat used in baking, depends the product. For a description of the different kinds of clay, see Clay. Common building bricks are made of common blue, brown, or red clay, mixed with varying proportions of sand. (See Brick.) Land tile for draining is made of much the same material, and is often baked in the field where the draining is required.
Drain tile for sewage is made of common plastic clay, the pipes being moulded by pressing the material between a solid cylindrical core and a hollow external cylinder. The baking is done in an ordinary upright kiln, like that shown further on for the baking of earthenware. The tiles are glazed by dipping them when green into a thin mixture of water and a fusible calcareous clay, the baking of the body and the fusing of the glaze taking place at one firing, which requires about 48 hours at a white heat. A thin mixture of water and clay or other solid ingredients of pottery is called "slip." The method of preparing the clay for working is the same as that which will be presently described for the manufacture of common stoneware. Fire bricks are made of an infusible kind of clay called fire clay, analogous to kaolin, mixed with about 33 per cent, of quartz sand (crushed and ground quartz), or ground old brick. Roofing tiles are made of a clay which will fuse in baking, or they are glazed after baking to render them impervious to water. As fusion tends to warp them, glazing is generally regarded as preferable.
Floor tiles vary in character, some being compact and glassy, while others are more or less porous, depending on the proportions of clay, flux, and sand or ground quartz of which the body is composed. All kinds of pottery passing under the names of common stoneware, fine stoneware or stone china, earthenware, or true porcelain, as well as English tender porcelain, Parian and Wedgwood ware, are closely allied, their different characteristics depending upon the degree of fusibility of the mass and upon the heat employed in baking. When the materials are white, and in baking are brought to that state of fusion which produces vitrification and translucency, the product is a porcelain of more or less hardness and fineness. "When the materials are coarse and contaminated with metallic oxides so as to render the ware opaque, common stoneware is produced, of a texture resembling that of porcelain, but much coarser. The various kinds and grades of earthenware, such as the cream-colored (c. c.) ware of Staffordshire, and fine stoneware, are distinguished by the granular or chalky surface of the fracture, instead of the vitreous fracture of porcelain, the former resulting from the absence of the degree of fusion necessary to produce vitrification.
They are also distinguished by the more fusible and superficial glaze, which is applied at a lower heat than is employed for glazing porcelain. - In ordinary stoneware vessels, such as butter, preserve, and pickle jars, the clay, after it has been exposed to the weather and treated with water sufficient to form a plastic mass which can be readily moulded by the hand, is simply worked up in a kind of pug mill similar to that used for mixing clay in a brick yard. . A vertical shaft armed with knives, placed with the planes of their blades in a spiral direction, is made to revolve by horse or other power within a stout cylinder having a funnel-shaped top. From the inside of the cylinder knives also project, and by the action of both sets the moistened clay is reduced to a homogeneous mass and forced down to the bottom, from which it issues through a rectangular orifice 8 or 10 in. in diameter. It is projected upon a platform, when an attendant cuts it into thin slices, and removes with his fingers stones and other solid substances. Some potters use coarse wire grating through which the clay is forced, and which retains the solid particles that are too large to pass through the meshes.
The meshes however soon become filled so as to prevent the free passage of the clay, and it is found more practicable to remove the stones, etc, by hand. In this country common stoneware is usually made from clay alone, but in Europe a little fine sand and feldspar and sometimes chalk is used. The mass when tempered to the proper consistency is taken to the potter's lathe or "throwing wheel," to be formed into ware, or "thrown," as the operation is technically called. The potter's lathe is one of the most ancient machines, and was used in Egypt 4,000 years ago. Its oldest form was that of an upright shaft about 3 ft. high, which turned in a frame, having a small horizontal wheel at the top and a larger one at the bottom 3 or 4 ft. in diameter, and also horizontal, by which it was made to revolve by the action of the workman's foot. A treadle like that of an ordinary turner's lathe is more commonly used, or the form shown in fig. 15, which requires the help of an assistant. In large potteries steam power is employed. A common stoneware vessel having a circular horizontal section is "thrown" in the following manner.
The workman takes a mass of the plastic clay and throws it with a smart blow upon a circular block of gypsum which forms the head of the lathe, and then presses it firmly with his hands, which he wets in a vessel of water conveniently near, forming it first into a conical shape, represented at 5, fig. 16, by which means the remaining portions of air are worked out of it, and it is also rendered more plastic. The workman then forces his thumbs into the centre of the mass, holding his fingers on the outside, and gives it the form shown at c. Then, by placing one hand upon the inside and the other upon the outside, the forms shown at d and e are given; and afterward, by means of the simplest tools, made of wood or leather, which are kept wet, the thickness of the article is still further reduced, its general dimensions enlarged, and its shape perfected. With a fine wire which he holds at each end the workman separates the piece of ware from the block, and it is then removed to a shelf, usually in an adjoining room, to dry, after which it is placed in the kiln with other like articles. The kilns for common stoneware vary in form. In England they often have much the form of an ordinary reverbera-tory furnace, as shown in fig.
IV, where r is the grate, a the ash pit, c the baking chamber, and d the chimney. A vertical form, such as that for earthenware shown further on, is generally used in the United States. The articles are placed in cells formed of baked slabs, as shown in fig. 18. The hot air from the furnace, passing through these open cells, raises the clay-to the proper temperature. The firing may continue from 24 to 48 hours, depending upon the size of the pieces, the fusibility of the clay, and the extent of vitrification which may be desired. Toward the close of the operation a quantity of common salt is thrown into the kiln, which is volatilized by the heat, and coming in contact with the ware is decomposed; the sodium combines with the silica of the clay, forming a soda glass, which again fusing with the clay beneath forms a tough, vitreous, earthy substance of great durability. On the continent of Europe common stoneware often receives no glaze other than that conferred by high firing. - The manufacture of earthenware requires more care in the selection and preparation of materials and more skill in the workmen.
The best materials are kaolin, pipe clay, quartz or flints, and feldspar, the kaolin and quartz to impart hardness, and the pipe clay and feldspar to yield a flux sufficient to bind the mass firmly together. The proportions of course vary with the quality of the clays and the fineness of the ware which is to be made. "When the fineness and hardness exceed a certain degree, the ware ceases to be called common earthenware, but is technically called fine stoneware. The proportions of materials for a good article of Staffordshire cream-colored (c. c.) ware may be stated as follows: pipe clay 40, kaolin 25, quartz 20, and feldspar about 15 parts in 100. If the pipe clay is quite infusible, less must be taken of it, with a greater proportion of feldspar. The quartz and feldspar are procured in this country of the manufacturer, already ground to a fine dust. Many of the best potters mix the materials together in the dry state, and then thoroughly incorporate them in a rotary u blunger " moved by steam power. This blunger is a horizontal cylindrical or octagonal box 10 or 15 ft. long by 3 or 4 ft. in diameter, within which is a horizontal shaft armed with strong paddles placed like the teeth of a threshing machine, only larger and longer and revolving with much less velocity.
Water enough is added to make a thin mixture called " slip," which, after being worked in the blunger for a sufficient time to effect thorough incorporation, is drawn off through a trough and also a fine silk gauze strainer, and received in a vat, from which it is forced by a powerful hydraulic pump into a system of strainers or consolidating apparatus patented by Needham and Kite. The machine consists of a number of flat shallow vessels composed each of two parts, as shown in fig. 19, and containing a stout fine hempen bag, suspended on hooks, and having a nozzle into which the slip is forced from the pipes d and c, c, c, fig. 19, which shows the apparatus in working position. Grooves against which the bags rest are shown at J, and the holes in both a and b are for the purpose of allowing the water to escape. It is received in a channel in the floor beneath the machine. The mass is thus reduced to the proper consistency,'although it is not perfectly homogeneous; to make it so, it is passed through a pug mill of a similar construction to that shown in fig. 1, except that it need not have stationary knives on the inside of the cylinder.
It is received by an attendant and cut by a fine wire into rectangular blocks, when it is sent to the thrower or moulder, the throwing being performed similarly to that for common stoneware. If it is made into irregular, square, or oblong articles, it is moulded by beating and rolling the mass into a sheet and then shaping it over a block. A round plate is formed on a circular block on a lathe head and moulded with a form attached to a standard, as shown in fig. 20. A pitcher or ewer is formed on the inside of a hollow mould of plaster of Paris, fig. 21, which is the counterpart of the outside of the vessel. This mould is usually made in two parts, which, after they are each lined with a sheet of the mass, are put together and the seams united by pressure with the fingers. Sometimes the ware is cast in a mould in a manner similar to that for casting plaster of Paris (see Casting), in which case the paste or slip must be thin enough to flow easily. A plaster of Paris mould is used, which if dry absorbs the water rapidly, the consolidated mass sinking to the bottom. By continuing the pouring, the mould may at last be filled with the consolidated material.
Pieces formed by moulding in plaster of Paris soon lose by standing enough water to cause them to shrink, when they may easily be taken out. About a dozen moulds are generally used by one moulder, so that by the time that number of articles are moulded the first piece will be sufficiently firm to allow of removal. The green ware is placed upon shelves that it may become sufficiently dry to be dressed and if necessary "handled," as the operation of putting on the handles is called. Each end of the handle is dipped into a thin paste of the same material and stuck on, and enough added to secure good attachment and give the proper form. Those pieces which are thrown upon the lathe, and therefore have a circular section, after becoming sufficiently dry, are turned upon a lathe with a sharp tool, to give them a uniform surface. After turning and handling, the ware is made perfectly dry in a drying room, and then baked in a kiln of the form shown in fig. 22. The furnaces, not shown here, are sometimes constructed on the principle of the base-burning stove.
Instead of being placed in open cells made of baked slabs, as shown in fig. 18, the articles are placed in tight cases called " seg-gars." These seggars must be made of more infusible material than that of the ware itself, or they would fall down with the weight they bear. A seggar has somewhat the form of a cheese box, as shown in fig. 23, but may be either oval or circular. It has no separate cover, but each seggar forms a cover to its fellow beneath. Seggars are made of infusible fire clay mixed in a pug mill with old broken seggars, ground to a granular powder. The old seggars, being composed of already burned and shrunken material, allow of less contraction in baking, and preserve their shape better during a hard firing. Experienced potters do not mix sand with them, because it is thought that when made as above described they are more homogeneous and less liable to crumble when shrinking. A seggar is made as follows. The mass, having been placed in a compact pile, is cut in slices by a sharp spade and thrown with a smart blow upon a stout plank table until a sheet sufficient for the sides of two or three seggars is formed.
It is compacted with a broad-faced mallet swung smartly with both hands, and a compressing roller or smoothing tool is then run over it, reducing it to a uniform thickness (about three fourths of an inch to an inch). A long straight-edge ruler is then laid upon the sheet, and it is cut into strips of the proper width for the height of the seggar, and of a length equal to its circumference. An assistant (usually a boy) in the mean time has formed a circular or oval sheet for the bottom of the seggar. The seggar maker takes a wooden form and wraps the strip which he has cut around it, and connects the ends together: He then fits on the bottom and removes the form. It is now ready for the kiln, and is fired at a white heat for 36 or 48 hours. In these seggars the ware is placed, and they are then piled one upon the other in the kiln. In placing the ware in the seggar the bottom is lightly covered with infusible fire sand to prevent adhesion. Sometimes granulated quartz is used. The seggars are piled in columns as shown in fig. 24, which are so arranged as to cause the most equable diffusion of heat. The kiln is then fired, and the ware raised to a white heat, which is continued for about 36 hours. This forms what is termed hard or earthenware biscuit.
The fires are now allowed to go out and the kiln to cool, and as soon as the workmen can enter the seggars are removed and the biscuit taken out. It is very hard, ringing when struck, and so porous that it will absorb water rapidly. It is now dressed, all rough prominences being removed, when it is ready to receive the glazing by which it is rendered impervious to liquids and given a polished surface. The glaze of earthenware is always much more fusible than the body, and is baked with a dull cherry-red heat. It is usually composed of white clay, ground quartz, feldspar, and white lead, with small quantities of sal soda and boracic acid. - Fine stoneware, sometimes called ironstone china and white granite (w. g.) ware, is made of rather more infusible materials than common earthenware, and is baked with a higher heat. The glazing is much the same, though less fusible and of more carefully selected materials. A "frit" is generally used as one of the ingredients of fine stoneware glaze, or the whole glaze may be made into a frit, which may afterward be ground to an impalpable pulp.
The following is a frit commonly used: ground feldspar 25 per cent., ground quartz or flint 25, sal soda 25, plastic clay 15, boracic acid 10. The materials are mixed together and fused in a frit furnace, which consists of a long chamber in the bottom of which the material is laid after having been well mixed. The fire enters at one end and passes out at the other, much after the manner of an ordinary reverbatory furnace. A white heat melts the mass to a liquid, which is then drawn off by the removal of a plug, and received into a brick or stone vat. When cool it is broken in pieces and ground to a fine paste with water in a circular tub-shaped vat, similar to those used in England in grinding Cornish stone for the preparation of porcelain clay. Such a mill is shown in fig. 25. A shaft, by which the mill is turned, passes up through a hollow cylinder, and has attached to it strong arms, to which are fastened vertical slats, by which buhrstones are carried around over the bottom of the vat, which is also composed of pieces of buhrstone. The frit after being ground is mingled with white lead, and usually a small amount of cobalt blue, which gives fine stoneware its pearly whiteness.
Before using, the glaze is mingled with water sufficient to form a thin slip which shall contain just enough of the solid materials in a state of suspension to cause a coating of the proper thickness when the ware is dipped in it a certain length of time. The particles are kept suspended by stirring, and the thickness of the slip may be regulated by the frequency of the stirring, and varied from time to time if different thicknesses of glaze are required. The porous biscuit is dipped in the glaze slip, and quickly placed on a bench at the edge of the dipping vat, from whence the pieces are removed by an assistant. The rapid absorption of the water causes the deposit of a thin paste upon the surface, which fuses and flows over it at the second firing. - Hard porcelain is composed of finer materials than fine stoneware, and the glazing is very different, and more nearly resembles the body of the ware. The throwing and moulding of porcelain requires more care and skill than that of coarser ware. Some of the pieces are exceed ingly thin and delicate, and can only be formed by experienced workmen. There are difficulties in making large thin vases, which have been overcome at Sevres by the employment of atmospheric compression and exhaustion.
A plaster mould is coated upon the inside with sufficient slip to form ware of the desired thickness, and this is held against the side of the mould until it acquires enough firmness to support itself by either covering the mouth of the mould and forcing air into the interior, or exhausting the air through the porous plaster by means of an exterior air-tight case. The first firing is of a much lower heat than that for stone or earthenware, converting the material into a soft instead of a hard biscuit, and is conducted in the upper story of the porcelain kiln, shown in fig. 26. The biscuit is then dipped into a glaze composed of ground quartz or Hints, feldspar, lime, and porcelain clay, which fuses at a white heat and fluxes with the body of the ware, so as to form with it as well as upon the surface a vitrified translucent mass, which will not check or "craze" upon the surface when subjected to variations of temperature. The biscuit is placed in the lower story of the kiln, when during the same firing it is converted into finished porcelain.
The average composition of porcelain body may be stated as follows: silica 66, alumina 30, potash 3.4, magnesia 06, lime 0.5. The following is an analysis of the glaze of modern Sevres china, by Malaguti: silica 73.4, alumina 15.7, potash 7.4, lime 1.9, magnesia 0.3, loss by water 1.3 = 100 pints. Sometimes the glaze is composed of kaolin, gypsum, and broken porcelain. The beauty of porcelain depends upon the proper fusibility of the glaze, because when too difficult of fusion it will not form an even enough surface, while if too fusible it becomes too much absorbed by the body. Tender porcelain is of two kinds, the natural tender porcelain of England, in which kaolin is the basis, and the artificial tender porcelain (pate tendre, soft paste) of France, or old Sevres china. The average proportion of ingredients in English tender porcelain are as follows: calcined bone dust 47, kaolin 34, and feldspar 19 parts in 100. The phosphate of lime in the bones diffuses itself throughout the mass, forming a translucent enamel-like substance, which shrinks less in baking than hard porcelain, but has much less strength.
It is said that the principal cause of the continuance of the exclusive manufacture of this kind of porcelain in England is the impossibility of obtaining material sufficiently cheap to make seggars which are able to bear the heat necessary for the baking of hard porcelain. A frit of bone, flint, or quartz and pearlash is sometimes first made, and then mixed with the kaolin and feldspar. The ware is baked twice, at a much lower heat than for hard porcelain; the first firing lasts the longest, from 48 to 50 hours. The biscuit is then glazed with a mixture of feldspar, carbonate of lime, borax, and white lead, and baked the second time at a lower temperature and during a shorter time. Colored glazes may be made by adding oxides of manganese, copper, iron, chromium, or cobalt, and opaque glazes by the addition of oxide of tin or phosphate of lime. The artificial tender porcelain of France has a dense vitreous body, fusible at a high temperature, with a transparent glaze, containing lead. The composition of old Sevres china may be given as follows: A frit was made of melted saltpetre 22 parts, sea salt 7.2, burnt alum 3.6, soda ash 3.6, gypsum 3.6, sand from Fontainebleau 60. This was partially vitrified in a calcining furnace, then crushed and lixiviated to remove soluble salts, and afterward ground with millstones under water.
The ground paste was then mixed with finely levigated chalk and calcareous marl, in the proportion of about 75 parts of frit, 17 of chalk, and 8 of calcareous marl. A glaze or enamel was used composed of litharge 38, burnt sand from Fontainebleau 27, calcined flint 11, subcarbonate of potash 15, and sub-carbonate of soda 9 parts in 100. This process was replaced at Sevres by that of Bott-ger for hard porcelain in 1765. The greater transparency and softer lead glaze are the distinguishing features of soft or tender from real porcelain. The decoration of porcelain is very similar to that of glass, except that it is always intended to be viewed by reflected and not by transmitted light. All the pigments are colored glasses, which acquire their lustre and adhesion to the mass by fusion, and consist of a flux with the addition of a coloring ingredient, generally a metallic oxide; such tints as will not withstand the action of heat being of course excluded. Yellow may be given by adding oxide of titanium or chro-mate of lead and chromate of baryta.
Violet brown and black are produced by various proportions of oxide of manganese; blue gray and black, by oxide of cobalt; brown, by pro-tochromate of iron; a beautiful black, by ses-quioxide of iridium; purple, by purple of Cassius; red, by suboxide of copper; green, by oxide of copper and oxide of chromium. The most refractory colors are: for blue, cobalt; green, chromium; brown, oxides of iron and manganese; yellow, oxide of titanium; black, oxide of uranium. These colors may be applied to the biscuit or to the glaze, the silicate of an alkali being used with them for a flux. The material is usually mixed with oil of turpentine and applied with a brush. The ware is then placed in a muffle in the manner shown in fig. 27, and raised to a heat sufficient to have the pigment fuse into the surface, but far below that necessary to fuse the glaze. - See " Wedgwood and his Works," by Eliza Meteyard (London, 1873); "Two Centuries of Ceramic Art in Bristol," by Richard Champion (London, 1873); Jacque-mart's "History of the Ceramic Art" (New York, 1875); "Ceramic Art at the Vienna Exhibition," by William P. Blake, U. S. commissioner (New York, 1875); and "Keramic Art of Japan," by George Ashdown Audsley and James L. Bowes (2 vols, fol., 1875 et seq.).
Fig. 1. - Egyptian Aryballos.

Fig. 2. - Phoenician Vase, from the Cesnola Collection.

Fig. 3. - Greek Prize Yase.

Fig. 4. - Roman Bowl of Samian Ware.


Fig. 5. - Saracen Arabesque Tiles.

Fig. 6. - Italian Majolica Vase.

Fig. 7. - Henri Deux Fayence Vase.

Fig. 8. - Pilgrim-shaped Gres Bottle.

Fig. 9. - Wedgwood Cameo.
Fig. 10. - Peruvian Funeral Yase.
Fig. 11. - Chinese Crackle Vase.

Fig. 12. - Candelabra of Dresden China.

Fig. 13. - Sevres Yase with Cover.
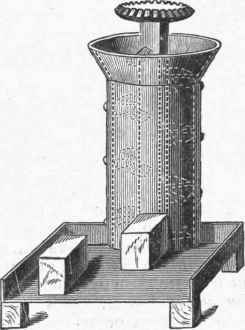
Fig. 14. - Pug Mill.
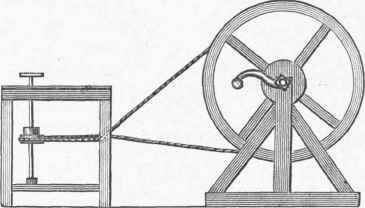
Fig. 15. - Potter's Lathe.
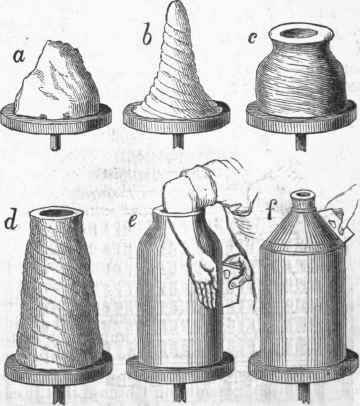
Fig. 16. - Stages of Formation.

Fig. 17. - Kiln for Common Stoneware.
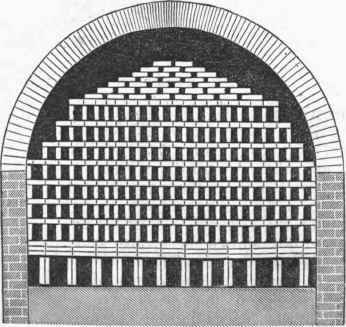
Fig. 18. - Cells of Stoneware Kiln.

Fig. 19. - Needham and Kite's Consolidating Apparatus.

Fig. 20. - Moulding a Plate.

Fig. 21. - Mould for Ewer.

Fig. 22. - Earthenware Kiln.
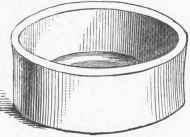
Fig. 23. - Seggar.

Fig. 24. - Section of Earthenware Kiln.
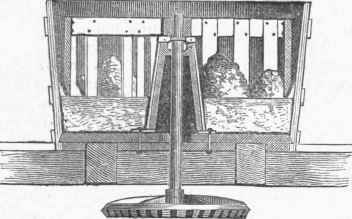
Fig. 25. - Grinding Mill.

Fig. 26. - Porcelain Kiln.
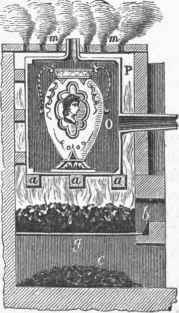
Fig. 27. - Muffle.
Continue to:
My Books

