Steam Boiler
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Steam Boiler
The use of steam boilers dates from antiquity. Hero, who lived in the 3d century before the Christian era, described several forms of boilers which were used in generating steam for what seem to have been a variety of philosophical toys, one of which is generally referred to as the earliest known example of the steam engine. When steam began to be usefully applied, and considerable pressures became necessary, the forms given to boilers were approximately spherical, ellipsoidal, or cylindrical. Thus the boilers of De Caus (1615) and of the marquis of Worcester (1663) were spherical; those of Savery (1698) were ellipsoidal and cylindrical. After the invention of the steam engine of Newco-men, the pressures adopted were again very low, and steam boilers received irregular forms until, at the beginning of the present century, they were again of necessity given stronger shapes. The material was at first frequently copper; it is now usually wrought iron, and sometimes steel. - The present forms of steam boilers may be classified as plain, flue, and tubular boilers. The plain cylindrical or common cylinder boiler is the only representative of the first class in common use. It is perfectly cylindrical, with heads either flat or hemispherical.
There is usually attached to the boiler a "steam drum" (a smaller cylindrical vessel), from which the steam is taken by the steam pipe. This enlargement of the steam space permits the mist, held in suspension by the steam when it first rises from the surface of the water, to separate more or less completely before the steam is taken from the boiler. - Flue boilers are frequently cylindrical, and contain one or more cylindrical flues which pass through from end to end, beneath the water line, conducting the furnace gases, and affording a greater area of heating surface than can be obtained in the plain boiler. A cylindrical boiler, having one flue traversing it longitudinally, is called a Cornish boiler, as it is generally supposed to have been first used in Cornwall. It was probably first invented by Oliver Evans in the United States, previous to 1786, at which time he had it in use. The flue has usually a diameter 0.5 or 0.6 the diameter of the boiler. A boiler containing two longitudinal flues is called the Lancashire boiler. This form was also introduced by Oliver Evans. The flues have one third the diameter of the boiler.
Several flues of smaller diameter are often used, and when a still greater proportional area of heating surface is required, tubes of from 1¼ in. to 4 or 5 in. in diameter are substituted for flues. The flues are usually constructed by riveting sheets together as in making the shell or outer portion. They are sometimes welded by British manufacturers, but rarely if ever in the United States. Tubes are always " lap-welded" in the process of rolling them. Small tubes were first used in the United States, about 1785. In portable, locomotive, and marine steam boilers, the fire must be built within the boiler itself, instead of (as in the above described stationary boilers) in a furnace of brickwork exterior to the boiler. The flame and gases from the furnace or fire box in these kinds of boiler are never led through brick passages en route to the chimney, as often in the preceding case, but are invariably conducted through flues or tubes, or both, to the smoke stack. These boilers are also sometimes used as stationary boilers. Fig. 1 represents a steam fire engine boiler in section, as usually exhibited in working drawings. F is the furnace, W the water space, and S the steam space.
This is the form of boiler adopted for the steam fire engine described in the article Fire Engine. In these boilers the fire is usually urged by the blast produced by the exhaust from the engine cylinder, and is thus rendered very intense. The tubes are frequently made of brass or of copper, to secure rapid transmission of heat to the water, and thus to permit the use of a smaller area of heating surface and a smaller boiler. The steam space is made as large as possible, to secure immunity from "priming" or the "entrainment" of water with the steam. This type of steam boiler was the earliest of the tubular boilers. It was invented by Nathan Read of Salem, Mass., in 1791, and patented in April of that year. In the locomotive boiler, fig. 2, as in the preceding, the characteristics are a fire box at one end of the shell and a set of tubes through which the gases pass directly to the smoke stack'. Strength, compactness, great steaming capacity, fair economy, moderate cost, and convenience of combination with the running parts are secured by the adoption of this form. It is frequently used also for portable and stationary engines.
It was invented in France by M. Seguin, and in England by Booth, and used by George Stephenson contemporaneously, in 1828 or 1829. Fig. 3 is a common form of marine steam boiler. It is used very extensively in the United States when the steam pressure does not exceed 40 or 45 lbs. to the square inch. The gases, leaving the furnace F, pass to the " back connection " through large flues; there turning, as shown by the arrow, they return to the front through the tubes, and from the "front connection " rise into the chimney. Large steam space is secured in this boiler by a steam drum, as in the locomotive boiler; but here the chimney passes through the steam drum, and thus this " steam chimney," as it is called, is made more useful in drying the steam and in economizing heat. The circular shell, the well stayed surfaces of the fire box and the ends, the convenient distribution of parts, and their excellent relative proportions, make this one of the most satisfactory of all types of boilers which are suitable for moderate pressure. Fig. 4 is a type of marine tubular boiler which is in most extensive use in seagoing steamers for moderate pressure, and particularly for naval vessels.
Here the gases pass directly into the back connection from the fire, and thence forward again, through horizontal tubes, to the front connection and up the chimney. In naval vessels the steam chimney is omitted, as it is there necessary to keep all parts of the boiler as far below the water line as possible. Steam is taken from the boiler by pipes which are carried from end to end of the steam space, near the top of the boiler, the steam entering these pipes through small holes drilled on the upper side. Steam is thus taken from the boiler "wet," but no large quantity of water can usually be "entrained" by the steam. A marine boiler has been quite extensively introduced into the United States navy, in which the gases are led from the back connection through a tube box around and among a set of upright water tubes, which are filled with water, circulation taking place freely from the water space immediately above the crown sheet of the furnace up through these tubes into the water space above them. These "water-tubular" boilers have a slight advantage over the "fire-tubular" boilers already described in compactness, in steaming capacity, and in economical efficiency.
They have a very marked advantage in the facility with which the tubes may be scraped, or freed from the deposit when a scale of sulphate of lime or other salt has formed within them by precipitation from the water. The fire-tubular boiler excels in convenience of access for plugging up leaking tubes, and is much less costly than the water-tubular. The water-tube class of boilers still remain in extensive use in the United States naval steamers. They have never been much used in the merchant service, although introduced by Montgomery in the United States and by Lord Dundonald in Great Britain twenty years ago. Opinion still remains divided among engineers in regard to their relative value. They are gradually reassuming prominence by their introduction in the modified form of sectional boilers. The earliest water-tubular boilers were those of Voight, Rumsey, and Fitch, and were invented and known as " pipe boilers" as early as 1785. One of these, consisting of a "collection of long pipes bent so as to cross each other like the worm of a still," was used in one of John Fitch's boats in 1788; another form was adopted in the Babcock, built by John Babcock and R. L. Thurston in 1825. (See "American Journal of Science," March, 1827.) Where steam pressure exceeds about 30 lbs. to the square inch in marine boilers, they are now usually given the form shown in section in figs. 5 and 6. This form of boiler is adopted where steam pressures of CO lbs. and upward are carried, as in steam vessels supplied with compound engines, cylindrical forms being considered the best with high pressures.
The large cylindrical flues, therefore, form the furnaces as shown in the transverse sectional view. The gases rise, as shown in the longitudinal section, through the connection, and pass back to the end of the boiler through the tubes, and thence, instead of entering a steam chimney, they are conducted by a smoke connection, not shown in the sketch, to the smoke funnel or stack. In merchant steamers, a steam drum is often mounted horizontally above the boiler. In other cases a separater is attached to the steam pipe between boilers and engines. This usually consists of an iron tank, divided by a vertical partition extending from the top nearly to the bottom. The steam, entering the top at one side of this partition, passes underneath it, and up to the top on the opposite side, where it issues into a steam pipe leading directly to the engine. The sudden reversal of its course at the bottom causes it to leave the suspended water in the bottom of the separater, whence it is drained off by pipes. - Sectional steam boilers are a class of tubular boilers which differ from ordinary forms in their peculiar arrangement of water and steam space.
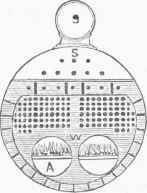
These spaces are divided into a large number of small compartments, and it becomes thus comparatively easy to secure a large "factor of safety," the tubes of which such boilers are usually composed being capable of sustaining many times the pressure proposed to be carried within them. The boilers are composed either of a series of water tubes, of such tubes attached to larger reservoirs containing water or steam or both, or of a collection of spherical vessels. The earliest real sectional steam boilers were probably that used by Col. John Stevens of Hoboken, on the Hudson river, in 1804, and another which was patented in Great Britain in June, 1805, by his son John Cox Stevens. The first boiler is shown in fig. 7. The inventor says in his specifications: "The principle of this invention consists of forming a boiler by means of a system or combination" of small vessels, instead of using, as is the common mode, one large one; the relative strength of the materials of which these vessels are composed increasing in proportion to the diminution of capacity." The steamboat boiler of 1804 was built to bear a working pressure of over 50 lbs. to the square inch, at a time when the usual pressures were from 4 to 7 lbs.
It consists of two sets of tubes, closed at one end by solid plugs, and at their opposite extremities screwed into a stayed water and steam reservoir, which was strengthened by hoops. The whole of the lower portion was enclosed in a jacket of iron lined with non-conducting material. The fire was built at one end, in a furnace enclosed in this jacket. The furnace gases passed among the tubes, down under the body of the boiler, up among the opposite set of tubes, and thence to the smoke pipe. In the second form, as applied to a locomotive in 1825, the tubes were set vertically in a double circle surrounding the fire. These boilers are preserved in the collections of the Stevens institute of technology, Hoboken. Walter Hancock constructed boilers for his steam carriage of flat plates connected by stay bolts, several such sections composing the boiler; and about the same time (1828) Sir Goldworthy Gurney constructed for a similar purpose boilers consisting of a steam and a water reservoir, placed one above the other, and connected by triangular water tubes exposed to the heat of the furnace gases.
Jacob Perkins made many experiments looking to the employment of very high steam pressures, and in 1831 patented a boiler of this class, in which the heating surfaces nearest the fire were composed of iron tubes, which tubes also served as grate bars. The steam and water space was principally comprised within a comparatively large chamber, of which the walls were secured by closely distributed stay bolts. For extremely high pressures boilers composed only of tubes were used. Dr. Ernest Alban about 1843 reproduced the boiler described in the patent of John Stevens (1805), and published a work on " The High-Pressure Steam Engine," in which he described its construction and operation, and declared that he had experimented with pressures as high as 1,000 lbs. to the square inch (which pressure Perkins also attained), at which point the temperature of the steam was sufficiently high to char slightly the hemp packing of his engine. The Harrison steam boiler, which has been many years in use in the United States, consists of several sections, each of which is made up of hollow globes of cast iron communicating with each other by necks cast upon the spheres, and fitted together with faced joints.
Long bolts, extending from end to end of each row, bind the spheres together. (See fig. 8.) An example of another modern type in extensive use is given in fig. 9, which consists of a series of inclined wrought-iron tubes, connected by T heads, which form the vertical water channels, at each end. These tubes are "staggered," one row being placed immediately above the space between two rows below it.
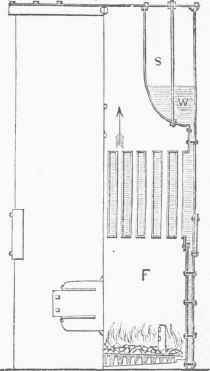
Fig. 1. - Steam Fire Engine Boiler.
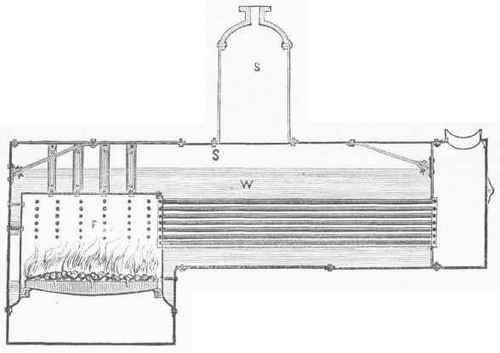
Fig. 2. - Locomotive Boiler.

Fig. 3. - Marine Flue and Tube Boiler.

Fig. 4. - Marine Fire-tubular Boiler.
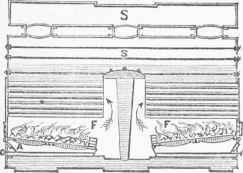
Longitudinal Section.
Cross Section.
Figs. 5 and 6. - Marine High-Pressure Boiler.

Fig. 7. - John Stevens's Sectional Boiler, 1804.
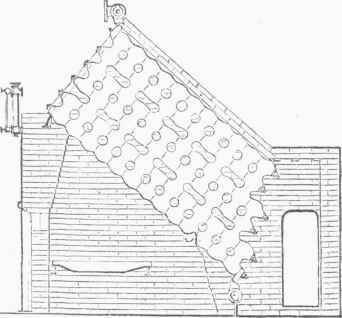
Fig. 8. - Harrison's Sectional Boiler.
The joints are faced by milling them, and then ground so perfectly tight that a pressure of 500 lbs. to the square inch is insufficient to produce leakage. No packing is used. The fire is made under the front and higher end of the tubes, and the products of combustion pass up between the tubes into a combustion chamber under the steam and water drum; hence they pass down between the tubes, then once more up through the space between the tubes, and off to the chimney. The steam is taken out at the top of the steam drum near the back end of the boiler. The rapid circulation prevents to some extent the formation of deposits or incrustations upon the heating surfaces, sweeping them away and depositing them in the mud drum, whence they are blown out. Pap-id circulation of water, as has been shown by Prof. Trowbridge, also assists in the extraction of the heat from the gases, by the presentation of fresh water continually as well as by the prevention of incrustation. A sectional steam boiler like that illustrated in fig. 8 is one of the best examples of this class of steam generator. It is immensely stronger, is fairly economical of fuel, and is durable when properly managed.
The sudden introduction of a large volume of cold water, which is liable to produce leaks from some of its numerous joints, is the most serious injury to be apprehended. It is almost absolutely safe from explosion, and should a globe explode, the danger to its surroundings is comparatively slight. The disadvantages of this type are the small amount of water and of steam room, which causes a difficulty in securing regularity of steam supply, and makes necessary very careful and skilful management. In the boiler illustrated in fig. 9 the last objection is avoided by the use of the large steam and water drum. Some additional risk is thus incurred; but, as the flames are interrupted by the numerous tubes interposed between the drum and the fire, the liability of injury to the drum is too slight to be considered. Attempts have been made to adapt sectional boilers to marine engines; but very little progress has yet been made in their introduction. The Hoot sectional boiler, an American design, which is in extensive use in the United States and Europe, has been experimentally placed in service on shipboard. Its heating surfaces consist wholly of tubes.
They are connected by a peculiarly formed series of chambered caps, and the ends are made tight by packing with India-rubber grummets. - The proportions of steam boilers vary with the type, and are to some extent determined by special considerations. Efficiency is affected by the proportions of area of heating surface to fuel consumed, of area of grate surface to the same quantity, and by general arrangement of parts. The method of producing draught and the intensity of combustion are also influential in a great degree in determining efficiency. The efficiency of the boiler is to be studied in two parts: the efficiency of the furnace proper, or of the heat-generating apparatus, and that of the boiler proper, or of the heat-absorbing apparatus. In securing efficiency, the engineer first seeks to obtain the highest possible temperature of furnace by thorough combustion of the fuel with a minimum quantity of air. An excess of air, by diluting the products of combustion, diminishes the temperature of the furnace gases.
As shown by Prof. Thurston, the abstract efficiency of the furnace in any ordinary case is represented by the formula,![]() where E represents the efficiency and t1 and T2 are the absolute temperatures at which the heat is generated, and at which wasted heat is discharged, and T3 that of the external air. T1, T2, T3 are temperatures on the Fahrenheit scale. Suppose, in two instances, the temperatures of furnace gases, including excess of air, were 2118° F. and 919° F. respectively, and that the corresponding temperatures of chimney were 544° and 452°, while the temperature of external air was 74° and 86.5°. In these cases E=
where E represents the efficiency and t1 and T2 are the absolute temperatures at which the heat is generated, and at which wasted heat is discharged, and T3 that of the external air. T1, T2, T3 are temperatures on the Fahrenheit scale. Suppose, in two instances, the temperatures of furnace gases, including excess of air, were 2118° F. and 919° F. respectively, and that the corresponding temperatures of chimney were 544° and 452°, while the temperature of external air was 74° and 86.5°. In these cases E=![]() and the first is nearly 40 per cent, higher than the second. By increasing the temperature of the furnace in the first case to 2644°, which is not an unusual figure, the available heat becomes
and the first is nearly 40 per cent, higher than the second. By increasing the temperature of the furnace in the first case to 2644°, which is not an unusual figure, the available heat becomes ![]() =0.81 of the whole amount generated. The remaining 19 per cent, passes up the chimney, producing or assisting in the production of draught. Where fuel is wet, a portion of the lost heat disappears in vaporizing the water contained in the fuel. The highest temperature attainable without dilution of gases by an excess of air is given by Prof. Rankine at 4580° F. with pure carbon, and 5050° with oefiant gas. With the more usual case, in which the air supplied is double that theoretically demanded, these temperatures are reduced to 2440° and 2710°. The rate of combustion of good coal, per square foot of grate per hour, depends upon the height of the chimney. This rate is stated by Prof. Thurston as equal to one pound less than twice the square root of the height of the chimney in feet; i. e., W= √ H-1. Rankine determines the height of chimney by the formula,
=0.81 of the whole amount generated. The remaining 19 per cent, passes up the chimney, producing or assisting in the production of draught. Where fuel is wet, a portion of the lost heat disappears in vaporizing the water contained in the fuel. The highest temperature attainable without dilution of gases by an excess of air is given by Prof. Rankine at 4580° F. with pure carbon, and 5050° with oefiant gas. With the more usual case, in which the air supplied is double that theoretically demanded, these temperatures are reduced to 2440° and 2710°. The rate of combustion of good coal, per square foot of grate per hour, depends upon the height of the chimney. This rate is stated by Prof. Thurston as equal to one pound less than twice the square root of the height of the chimney in feet; i. e., W= √ H-1. Rankine determines the height of chimney by the formula,![]() in which H is the height of chimney, h the "head" required to produce the draught, as obtained from Peclet's formula, and t1 and t2 the absolute temperatures of the chimney and of the air. In Peclet's formula, V is the velocity of flow, l is the length of chimney and flue, and m is its "hydraulic mean depth." For ordinary practice, Isher-wood found the proportion of chimney cross section to area of grate to be about one eighth. Probably a good rule for general practice would be : Make the area for draught one seventh at the bridge wall, one eighth through the flues, and one ninth in the chimney, of the area of grate. The area of heating surface determines the efficiency of the steam boiler as a heat-absorbing apparatus and reservoir. Rankine has given a formula (" Steam Engines and Prime Movers," p. 292, § iv.) for determining the efficiency of fuel in ordinary steam-boiler practice, where the ratio of the area of heating surface, and of fuel burned per hour, to the square foot of grate surface, is known:
in which H is the height of chimney, h the "head" required to produce the draught, as obtained from Peclet's formula, and t1 and t2 the absolute temperatures of the chimney and of the air. In Peclet's formula, V is the velocity of flow, l is the length of chimney and flue, and m is its "hydraulic mean depth." For ordinary practice, Isher-wood found the proportion of chimney cross section to area of grate to be about one eighth. Probably a good rule for general practice would be : Make the area for draught one seventh at the bridge wall, one eighth through the flues, and one ninth in the chimney, of the area of grate. The area of heating surface determines the efficiency of the steam boiler as a heat-absorbing apparatus and reservoir. Rankine has given a formula (" Steam Engines and Prime Movers," p. 292, § iv.) for determining the efficiency of fuel in ordinary steam-boiler practice, where the ratio of the area of heating surface, and of fuel burned per hour, to the square foot of grate surface, is known:![]()
![]()
![]() is the quantity called above E, A and B are constants, and F and S are the ratio of fuel burned per hour to the square foot of grate, and the ratio of area of heating surface of grate area. The effect of exceptionally low temperature of furnace is to equalize the value of heating surface; and the considerable velocity of the gaseous current, which is a consequence of the unusually great volume of air passing through the furnace, increases this effect. The nearer surface is inefficient, and the most distant portions of the heating surface are therefore proportionally much more efficient than in the preceding case. (" Transactions of the American Societv of Civil Engineers," 1874 -'5, pp. 290, 303.) With high temperature and slow movement of gases, a lower relative amount of heating surface is efficient; and with lower temperature of furnace and rapid movement of gases, the heating surface must be extended beyond the proportions upon which this estimate is based. The constants A and B have values varying from 1 and 0.5 respectively, in the best designed boilers, to 0.9 and 0.5 in ordinary cases, both having chimney draught, and to 0.95 and 0.3 for cases of ordinary practice with forced draught.
is the quantity called above E, A and B are constants, and F and S are the ratio of fuel burned per hour to the square foot of grate, and the ratio of area of heating surface of grate area. The effect of exceptionally low temperature of furnace is to equalize the value of heating surface; and the considerable velocity of the gaseous current, which is a consequence of the unusually great volume of air passing through the furnace, increases this effect. The nearer surface is inefficient, and the most distant portions of the heating surface are therefore proportionally much more efficient than in the preceding case. (" Transactions of the American Societv of Civil Engineers," 1874 -'5, pp. 290, 303.) With high temperature and slow movement of gases, a lower relative amount of heating surface is efficient; and with lower temperature of furnace and rapid movement of gases, the heating surface must be extended beyond the proportions upon which this estimate is based. The constants A and B have values varying from 1 and 0.5 respectively, in the best designed boilers, to 0.9 and 0.5 in ordinary cases, both having chimney draught, and to 0.95 and 0.3 for cases of ordinary practice with forced draught.
These values are changed very slightly by wide ranges of proportions of heating and grate surfaces, or of the value of![]() .
.

Fig. 9. - Babcock and Wilcox's Sectional Boiler.
The value of F has already been given. The value of S is variable with the stvle of boiler used, and with the value of fuel. The ratio S of area of heating surface to grate area, in ordinary good practice, and under ordinary conditions, may be taken at 15 with plain cylindrical boilers, 20 with Cornish, 25 with flue, 28 with fire-tubular, and 30 with water-tubular boilers having moderate draught. In locomotive and other boilers with forced draught, the ratio of heating to grate surface rises to from 50 to 100 to 1. For the sizes of the parts of steam boilers exposed to strain, see Strength of Materials. - Burned in the furnace of good steam boilers, a cord of dry yellow pine, in the experiments of Prof. Walter R. Johnson, evaporated 12,618.3 lbs. of water. A cord of dry yellow pine is approximately equal in heating power to 0.6 of a ton of coal, and a ton of good coal is equal in calorific power to 1.66 cord of soft wood. As an average, a pound of dry wood is theoretically capable of evaporating 6.66 lbs. of water from and at 212° F. Similarly, a pound of good anthracite should evaporate 13.5 lbs. of water. (See Fuel.) Incomplete combustion is caused by an insufficient supply of air, by imperfect intermixture of air and combustible gases from the fuel, and by the falling of fuel through the grate into the ash pit.
These losses are usually largely due to unskilful management, and they amount frequently to 15 per cent. They are sometimes due to defects of design. Loss of efficiency is also produced, as already shown, by excessive air supply, which, While insuring complete combustion, lowers the temperature of the furnace. Losses occur by conduction and radiation of heat from the boiler, the furnace, or the flues. This can usually be reduced to a very small amount by properly protecting the apparatus by non-conducting covering. Loss may occur by the passage of the gases to the chimney before their temperature has been reduced to that required for draught. This can be prevented by providing a sufficient extent of heating surface. - Incrustation and deposits are produced by the precipitation upon the interior of the boiler of substances held in solution or in suspension by the water. Sea water precipitates sulphate of lime, and, passing a concentration of 1/3,2/2. or when it contains 36.37 per cent, of salt, it precipitates the excess. River waters produce scales composed of lime carbonates and sulphates and various other mineral salts. - The horse power of a steam boiler is an indefinite and inappropriate term.
It was formerly assumed that the evaporation of a cubic foot of water would yield sufficient steam to drive an engine of one horse power one hour. A moderately good modern engine should not use more than half this amount, and a good boiler should evaporate half a cubic foot an hour for each 12 sq. ft. of heating surface. A good engine of 100 horse power would therefore be supplied with steam by a good boiler of 1,200 sq. ft. area of heating surface. The most economical engines recently built use only about one fourth of a cubic foot or 16 lbs. of water per horse power per hour. - Steam boiler explosions occur as a consequence of ignorance or carelessness in design, in construction, or in management. Experimental explosions in Great Britain, and notably in the United States, have shown that even low pressures are sufficient to produce very violent explosions. The explosion experiments of Francis B. Stevens, in November, 1871 (reported by R. H. Thurston in "Journal of the Franklin Institute," 1872), were considered to indicate: 1, that a most violent explosion may occur in a boiler well supplied with water; 2, that what is generally considered a moderate steam pressure may produce a very violent explosion of a weak boiler containing a large body of water, and having all its flues well covered.
The same writer estimated that one of the boilers exploded by Mr. Stevens contained 40,000 lbs. of water; and that when the steam pressure was, as at the time of explosion, 53 lbs. to the square inch, the heat stored in the boiler amounted to 2,674,080 British thermal units, equivalent in mechanical energy to about 2,064,389,760 foot pounds, or, if wholly so expended, sufficient to raise the whole boiler, weighing 70,000 lbs., to a height of 29,491 ft., or more than five miles. The conclusion reached was: " That it is very certain that the energy of this explosion, and all of its tremendous effects, were principally due to the simple expansion of a mass of steam suddenly liberated at a moderate pressure, by the general disrupture of a steam boiler of very uniform but feeble strength." When steam boilers are locally weak, explosion rarely occurs. The steam pressure produces rupture at the weakest point, and, the strength of surrounding parts being sufficient to prevent extension of the break, no explosion occurs. Where the weakest portions of the boiler are more extended and more uniformly weak, the extent of the rupture which finally occurs becomes greater, and the accident is attended with greater violence of disruption, and more serious results follow.
Where considerable portions of the boiler are weak, or long lines of weakness exist uninterrupted by points much more defective, disastrous explosions are very likely to take place with old boilers and at moderate pressures. The most terrible explosions occur with good and uniformly strong boilers, in which, by accident or mismanagement, steam has been allowed to accumulate until a fatally high pressure produces rupture and drives the fragments of the boiler in all directions. It has been shown by compiling the statistics of explosions, that the gradual accumulation of steam until a pressure is reached under which the weakest portion of the boiler gives way, is by far the most usual cause. Prof. Trowbridge has shown that the time of accumulation may be calculated by a formula, T=W(t,-t) /Q, in which T is the time of accumulation, in minutes, from the pressure corresponding to the temperature t to that of the temperature t, F.; W is the weight of water in the boiler, and Q the quantity of heat in British units transferred to the boiler per minute. He shows that T=9.l minutes in a large marine boiler, containing 79,000 lbs. of water, and with the pressure rising from 2½ to 4 atmospheres.
In a locomotive boiler, he estimates the time required to raise the pressure from 90 lbs., the working point, to 175 lbs., the assumed exploding point, at 3½ minutes. A safety valve, of sufficient size and of good design, is the safeguard against such accidents, being so weighted that it will never allow the steam to rise above a pressure at which a proper '"factor of safety" is given. Steam boilers should be designed with a factor of safety of at least 6 or 8, but they are frequently, even when new, capable of sustaining without rupture no more than four times the regular working pressure. As they deteriorate with age, the factor of safety is too generally allowed to decrease, until it becomes as small as legal requirements permit. This has usually been far too low in the United States, and frequently boilers are legally passed by the inspectors when their factors of safety are less than 1½. The accumulation of steam to an excessively high pressure is found to be most commonly due to defective pressure gauges, to entire deficiency of pressure indicators, and to the absence of or defects in safety valves. Boilers fail in consequence of deficiency of water, which, causing exposure of heating surfaces to the heated gases without protection, permits them to become overheated and weakened.
Braces and straps are weakened by corrosion, and even entirely severed. Plates are cracked by changes of temperature and irregular expansion and contraction, or even burned as just described, and are blistered in consequence of defective manufacture. Deposits cover the heating surfaces, and, interposing a non-conducting coating between the metal and the water, permit overheating to take place even when the boiler is amply supplied with water. Corrosion produces extended and uniform weakening of sheets, or, forming grooves along the lines of junction of the plates, creates long lines of weakness. The sudden evolution of steam, in such volumes that the pressure is increased too rapidly to be effectively relieved by the safety valve or by the supply pipe leading to the engine, is considered by many authorities to be an occasional cause of explosion. This may be caused by the overheating of a portion of heating surface not in contact with the water (as when a deficiency of water occurs, or when the surface is heavily coated with scale), and a subsequent sudden return of the water into contact with the metal.
The occurrence of the "spheroidal state" may, it is supposed, sometimes produce this effect when the liquid is restored to contact with the plate. (See Boiling Point.) A committee of the Franklin institute in 1833-'6 experimented upon the first of the above named conditions, and found that very considerable accessions of pressure might be caused by the sudden return of the water upon overheated surfaces. The superheating of the water, as in experiments of Donny, Dufour, and others, is also supposed to be a possible cause of explosions. The United States government has appointed a commission to investigate this subject. They have produced many explosions by over pressure, by injecting feed water upon overheated iron in boilers, but have not yet (1876) made their report. It is generally supposed by engineers that good design, good materials and workmanship, and skilful and intelligent management, will almost invariably insure perfect immunity from danger of explosion; but the phenomena of sudden evolution of steam in steam boilers have not yet been fully investigated by any thoroughly scientific series of experimental researches. Steam boilers are usually tested at regular intervals. Careful and skilful inspection will almost invariably detect all serious defects.
Every sheet should be examined to discover blisters, lamination, fracture, or corrosion. The use of a light hammer, tapping its surface and following the seams, will generally in practised hands reveal such defects and indicate their extent. All stays and braces should be carefully examined, and the boiler fittings, valves, and gauges should be inspected, and the last should be tested. After such an inspection and the repair of injured parts, it is considered by many engineers to be advisable to subject the boiler to a hydrostatic test. This consists in filling it with water, and raising the pressure to a point exceeding by one half or more the regular working pressure. This form of test is prescribed by the laws of the United States regulating steam-boiler management on steam vessels. (See Boiling Point, Evaporation, Heat, and Vaporization.) - See N Burgh, "Steam Boilers" (London, 1871); E. B. Martin, "Steam Boiler Explosions" (London, 1871); L. Delvordre, Traite pratique sur les cliaudiercs a rapeur (Paris, 1872); Trowbridge, "Heat as a Source of Power" (New York, 1874); R. Wilson, "Treatise on Steam Boilers" (London, 1874); and J. Laurent, Chaudiercs a vapeur (Paris, 1875).
Continue to:
My Books

