Casting
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Casting
Casting, the forming of metals and other substances by pouring them in a melted or liquid state into moulds, and allowing them to solidify by setting or cooling.- The term when applied to the casting of metals is used synonymously with founding, and the place where the work is done is called a foundery. - The origin of the casting of metals cannot be traced; it was performed in the earliest times, and from the vestiges discovered seems to have been at first confined to ornamental articles, such as statues, medals, and parts of household furniture. The metal chiefly used by the ancients was bronze, and it is an interesting fact that their alloy contained about the same proportions of tin and copper as that which is used at the present time. Most of the bronze castings which have been discovered in excavations at Nineveh have been found, when analyzed, to contain about 10 per cent, of tin, the proportion now in use for the best quality of statuary bronze. Bronze castings have been found in Egypt which are thought to be 4,000 years old. A cylinder with the name of Pepi, of the sixth dvnasty, and other bronze implements of the same age, all of which date more than 2,000 years before the Christian era, bear evidence of having been cast in moulds.
It is related in the book of Deuteronomy that Og, king of Bashan, had a bedstead of iron, but whether wrought or cast is unknown. The earliest method of working iron was probably like that still in use in India and some other countries. The broken ore was mixed with charcoal and subjected by heat to deoxidation. The semi-plastic mass resulting from this treatment was then hammered into a bloom, and this reheated and hammered until malleable iron was produced. It is probable that the metal was a long time used in this way before the melting and casting of it was practised. The account given of the molten calf which Aaron caused to be made of the ornaments brought to him, shows that the art of casting was brought by the Israelites from Egypt. From the description given of the articles made for Solomon's temple by the Tyrian master Hiram (1 Kings, vii.) there can be no doubt that many of them were cast: "For he cast (formed) two pillars of brass, of eighteen cubits high apiece." "And he made two chapiters of molten brass, to set upon the tops of the pillars." "In the plain of Jordan did the king cast them, in the clay ground between Succoth and Zarthan." There is here not only evidence of the casting of bronze (for that is what is meant by "brass"), but also of the material used in making the moulds, which was the same as that used at the present day, namely, loam, and which composes the soil at the place where Hiram built his furnace.
The bronze castings of the Assyrians were remarkably good, particularly those of animals, as is shown by the figure of a lion found by M. Botta in the excavations in the palace of Khor-sabad. This little statue, is thought to have been cast in a single piece. That it is a work of Assyrian art is shown by the cuneiform characters that were found upon it. How long before the fall of Nineveh it was cast cannot be told, but it is probable that some of the bronzes found there are older than the temple of Solomon. In Babylon bronze statuettes have been found. We are told by Herodotus that both the town and palace gates were of this material; and it would seem from the accounts of Diodorus Siculus that they were so massive that they were not opened in the ordinary manner, but by a machine. Rawlinson assumes that they were cast. Fine works of Grecian art were made in embossed bronze as early as the 7th century B. C, but, according to historians, it was not till that or the following century that Rhoeeus and Theodoras introduced bronze castings into Greece, and they are sometimes spoken of as the inventors of this art.
It is difficult to believe that it was not introduced there at an earlier period, when it is certain that it was practised at Tyre, distant hut a few hundred miles by water, 400 years previously. However that may be, from the time of Theodorus it was carried to greater and greater perfection, until the time of Lysippus and Praxiteles, when bronze was moulded into forms of transcendent beauty. It is not unjust to assume that the world owes as much of its knowledge of casting metals to the old Greek sculptors as to any other source. The new art introduced by Rhoecus and Theodorus was transmitted to Crete, where two artists, Dipcenes and Scyllis, were distinguished as sculptors in bronze as well as marble. They carried the art to Sparta, which afterward produced many artists of her own, among whom was Gitiadas, also celebrated as an architect, and who is said to have built the temple of Minerva Chalcicecus at Sparta, and cast a bronze statue of the goddess. The colossal statue of Apollo at Rhodes, made by the sculptor Chares, a pupil of Lysippus, who flourished about 200 B. C, may be mentioned as an example of the magnitude to which the ancient Greeks were able to carry their works.
This bronze statue was more than 105 ft. high, and, like modern statues, must have been cast in several pieces, which were afterward fastened together. The fragments into which it fell when destroyed by an earthquake 50 years after its erection lay on the ground 922 years, when they were sold by the Saracens to a Jew of Emesa, who loaded 900 camels with them. A fine example of bronze casting in the spirit of Lysippus is the beautiful statue of Mercury discovered at Herculaneum, and now in the museum at Naples. Whether it was cast in Italy or brought from Greece is uncertain. Church bells are said to have been introduced by Paulinus, bishop of Nola in Campania, about the year 400. They were probably introduced into England about the close of the 7th century. The great bell at Peking, cast in the reign of Yung-loh in the beginning of the 15th century, occupies a noteworthy place in the history of casting. It is 14 1/2 ft. in height and 13 in diameter, and is estimated to weigh about 112,000 lbs. It is covered both within and without with perfectly formed Chinese characters, embracing 87 sections of the sacred books of one of the religious orders.
The greatest feat, however, that was ever performed in bell founding was the casting of the great bell of Moscow, which occurred in 1733 in the reign of the empress Anna. It is 19 ft. 3 in. in height and 60 ft. 9 in. in circumference, and weighs 443,772 lbs. The appliances for melting this great mass of over 200 tons of bronze metal must have been stupendous, and have required technical knowledge of no mean order. - The process of casting varies with the kind of article to be produced and the material of which it is made. In casting a statue or a bust of plaster of Paris, where perfection of exterior form is alone sought, it is only necessary to pour an indefinite quantity of the fluid mixture of plaster and water into a hollow mould and take an impression of its internal surface. In casting a medallion or cameo it suffices to pour the liquid material over a one-sided, open mould to such a depth as may be required. But in the casting of statues in bronze, or in the casting of bells, of stoves, of cylinders, and of pieces of machinery, and all other articles that are required to have a definite thickness and weight, it is necessary that the moulds shall have two or more walls.
The casting of statuary in plaster of Paris and in bronze will be treated of at the end of this article. - Casting or founding may be divided into: 1, preparing a mould of the figure to be cast, which process usually includes the making of a pattern of such figure; 2, the melting and reducing to the proper degree of fluidity of the metal; and 3, the introduction of the molten metal into the cavity of the mould, and whatever manipulation may be necessary during the solidification and cooling. The mould may be made of metal, of stone, of plaster of Paris, of clay, of loam, or of sand. A metal mould may be formed either by excavating it with tools worked in a lathe or by the hand, or it may be cast in a similar manner to the article of which it is to form the mould. Small articles of the more fusible metals, and of simple form, are usually cast in metal moulds which are composed of two or more parts held together by hinges or pins. In using a metal mould, the molten metal, after being poured into it, may be allowed to solidify while cooling by the molecular attraction of its particles alone, or it may be so constructed that its contents are subjected to pressure during solidification. Bullets and small shot and printing types are examples of casting in metal moulds.
Ingots of brass are examples of casting in stone moulds, which are usually of granite. Easily fusible metals are sometimes cast in moulds of plaster of Paris, which possesses some advantages as a mould material in consequence of the ease with which it may be given various forms, and their great permanency under favorable circumstances. Those metals, however, which have high melting points cannot conveniently be cast in plaster moulds, because this substance readily crumbles when subjected to a heat above 400° F. - Before describing the Casting of metals in sand and loam moulds, a brief description of the establishment where the work is performed is desirable. A well appointed foundery, in addition to the room required for the actual work of moulding and casting, should have rooms for storing and preparing the materials of the moulds, such as grinding and sifting the sand, loam, sea coal, coke, plumbago, or charcoal. There should also be a workshop for making the patterns which are to be used in the formation of the moulds. The moulding room embraces an area of greater or less extent, but even in moderate establishments it is necessarily of considerable size. Where heavy articles are founded there are huge cranes for lifting and moving moulds and castings from one place to another.
The floors of such founderies are also covered or rather filled with moulding sand to a considerable depth, varying from 5 to 10 ft. Fig. 3 represents the interior of a foundery for heavy castings. In one part of the room, usually at one side, and sometimes adjoining another room for making light castings, stands the furnace for melting the metal. This may be an air furnace, or that form of a blast furnace known as the cupola, which is most in use at the present time. Anthracite coal is used for fuel to a great extent in this country, but coke is better, and wood charcoal the best, on account of containing no sulphur. Unlike the air furnace, which depends upon the ascending column of air in the chimney for its draught, it is fed by a current of air forced in at the bottom through tubes called tuyeres by a blowing machine. The cupola is usually made of boiler iron in the form of a cylinder or cylindroid, lined with fire brick. It is from 10 to 10 ft. in height and from 3 to 0 ft. in diameter inside, and capable of melting from 5 to 15 tons of metal per hour. The chimney may be of brick, or of boiler iron lined with tire brick, which is more common.
A cupola is often spoken of as holding a charge of so many tons of metal; but as only a limited quantity of molten metal can be contained in it at one time, because it must be confined to the space below the tuyeres, its capacity is more correctly measured by the amount of metal it will melt in a given time. For a fuller description of its construction, see Furnace. A sufficient explanation will be found in fig. 4 to enable the reader to understand the manipulations connected with the process of casting. The tuyeres, a, a, are seen to enter the cupola from 10 to 16 inches above its floor. The space just above the tuyeres has the shape of an inverted cone, which has the effect to hold the contents in such a relation to the blast as is best calculated to make it the most effectual. The floor of the cupola, b, when in use is composed of sand 0 or 8 inches in depth, lying upon the bottom plate c, which rests upon supports, and may be dumped by their removal. Some cupolas are chambered at the lower section, the blast entering through a row of holes in the inner wall. In the upper part of the back of the cupola is the door for receiving the charges. Fig. 5 shows the exterior of the lower part of a cupola.
A cupola is charged by placing a sufficient quantity of kindling wood upon the floor, and above this a layer of the best anthracite coal in large lumps, and in sufficient quantity to fill the cupola to the height of several inches above the entrance of the tuyeres after it has well settled and the wood has burned away. This precaution must be carefully observed, because if the charge of iron above the coal should come down to a level with the entrance of the blast, combustion would be checked, the metal become chilled, the process stopped, and the dumping of the charge necessitated. Upon the layer of coal thus carefully deposited, one of pig iron is placed, varying in quantity from 1,000 to 5,000 lbs., according to the size of the cupola and to the rapidity with which it is proposed to effect the melting; and upon this another layer of coal is deposited, and afterward succeeding layers of iron and coal. Fluxes are added where occasion requires, according to the judgment of the founder, pounded marble or limestone being most frequently employed. The wood is usually ignited when the first layer of coal is deposited, and in from an hour to an hour and a half the furnace may be tapped. It usually requires about 1 1b. of coal to melt 0 lbs. of iron.
There is a wide difference in the processes of making heavy and light castings. A description of the latter, which is the simpler, will be given first. The first matter to receive attention is the selection and proper treatment of the sand, which is the material used for making the moulds of light castings; and it is one of the utmost importance, for it is only by the use of sand possessing certain properties that the formation and retention of a smooth and well defined cavity can be produced, having at the same time sufficient porosity to allow of the escape of air and gases which are generated during the pouring of the metal. If the sand is too dry, it will not admit of the formation of a defined cavity within it. It must possess in a certain degree the nature of a plastic or adhesive substance. Pure sand cannot therefore be used for a mould, and the best material with which it can be mixed is clay, but not to an extent to form what might be called a loam. Enough moisture must also be present to produce a proper degree of adhesion, but the quantity must be as small as possible, for too much would produce an amount of vapor when the molten metal is poured in that would injure or destroy the mould, or cause the surface of the sand to adhere to it on its removal.
A fine sand which is slightly loamy is therefore selected, and this is not found in every locality where common sand exists, but has often to be transported considerable distances. The moulding sand which is used in New York city is principally obtained in New Jersey, in the vicinity of Troy and Albany, and from some parts of Long Island; but the cost of sand is not an item of much consequence after the first supply is obtained, as it is used over and over many times. That which is used in some parts of the mould is mixed with finely pulverized bituminous coal, coke, or plumbago, as the circumstances may demand; and these substances are frequently spread upon the surface of the mould, to effect various purposes, as will be explained further on. An apparatus called a flask contains the sand in which the mould is made. It is composed of three or more parts, a bottom board, a drag, a cope, and upon occasion one or more checks. A wooden flask, containing one check and having the parts fastened together by clamps, is represented in tig. G. The drag as well as the checks is a rectangular frame made of plank, similar to the four sides of a box without top or bottom.
The cope is similarly constructed, but having in addition one or more bars running across it, of variable depth, to suit the shape of the mould, and into which nails are driven to assist in holding the sand in place. Fig. 7 represents the construction of a wooden cope. Iron flasks have the same general construction, with the addition of strong ears by which they may be lifted with a crane. It is upon the proper construction and management of the flask, and the nice and exact mixing and tempering of the moulding sand, that much of the success in casting depends. Indeed, the founder regards his work as chiefly accomplished when the mould is fairly dressed and faced, and proper avenues have been provided for pouring and for the escape of air and gases, and the cope is readjusted to its place in such a manner that no part of the surface of the mould is disturbed. In making a flask mould, the moulder first lays upon the floor what is called a turn-over board, and upon this places the pattern. If this is of such a form that it will not lie firmly, or if it is liable to be bent or broken by packing of the sand upon it, it must be supported by a bed piece.
Facing sand, which is prepared by mixing fine dry sand with the ground scrapings from the surface of previous castings, is then sifted over it, and the drag is laid upon' the turn-over board. Sand is then thrown in, covering the pattern to a certain depth, and packed with the hand. More is then thrown in, perhaps enough to fill the drag, and then the moulder treads it down evenly with his feet, when, taking a rammer (see fig. 8), and using the end containing the pin, he proceeds to pack it firmly all round the sides of the drag. Then, using the butt end, he rams the sand firmly all over the mould. After the drag, and whatever checks may be used, are filled, the bottom board is placed over it and clamped or keyed to the turn-over board. The pattern is thus enclosed in a box, and lying upon its bottom, covered with sand. The drag is then turned over, bringing the bottom board to the bottom, and the pattern to the top. The clamps are then removed and the turn-over board is taken off leaving one side of the pattern uncovered.
With a parting trowel (a small thinbladed tool, similar in form to a bricklayer's trowel), a joint or parting is made by scraping away some of the sand from about the pattern, and especially to the furthest lateral lines, so that it may be drawn without injury to the mould. The surface of the sand is then smoothly dressed, and parting sand is sifted from a bag over its surface as well as that of the pattern, and the superfluous particles are blown away by a bellows. Pieces of wood, some cylindrical and some flat, are next placed upright on the surface, to form holes for pouring and for the escape of air, which is effected by their removal on the completion of the mould. The air holes are sometimes made with a pin, and are above the cavity; the pouring holes are usually at the sides, and connected by horizontal channels. Fine moulding sand is now sifted over to a sufficient depth to insure a smooth surface, and the cope is adjusted and clamped. (See fig. 9.) More sand is then thrown in between the bars and tucked under them with the hands and well packed upon the pattern. Still more sand is again added and well packed with the rammer, and this process is repeated until the proper depth is attained.
The pieces for forming the holes are now taken out, the clamps are removed, and the cope is lifted off to one side, or, if furnished with hinges, may be turned back upon them in the manner of a trunk cover (fig. 10). The pattern is then carefully lifted out of its bed, and if any corners or edges have been knocked off, or any other injury has been done, it is repaired with a trowel or some suitable tool. Pulverized plumbago or charcoal is then dusted over the surface; and if fine work is required, the pattern is replaced and carefully pressed down to give as much perfection to the impression as possible. This operation is technically called printing. The pattern is then gently tapped with the handle of a tool, to loosen it, and gently raised with the fingers or some appropriate instrument, or by means of a screw inserted into a hole previously prepared. Channels are now cut in the surface leading from the points upon which the pieces for forming pouring holes stood to some part of the mould. The pieces still remaining in the cope are now removed and the holes are dressed. All particles of loose sand are then blown from the surfaces of both parts of the mould, and the cope is gently replaced and secured with keys or clamps.
The relation of the parts as they now exist is represented in section in fig. 11.

Fig. 1. - Bronze Lion from Nineveh.

Fig. 2. - Bronze Statue of Mercury.

Fig. 3. - Interior of Iron Foundery. a, a. Cupola furnaces. b. b. Tuyeres, c. Crane, d. Ovens for baking moulds, e. Cope of a greensand mould, made in the floor bed. f,f. Temporary furnaces for forcing' heat through the pipes g, g into a large mould, h. Mould of a steam cylinder, placed in a pit and in process of completion.
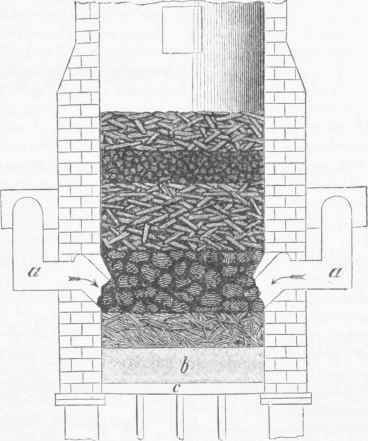
Fig. 4. - Perpendicular Section of Cupola.
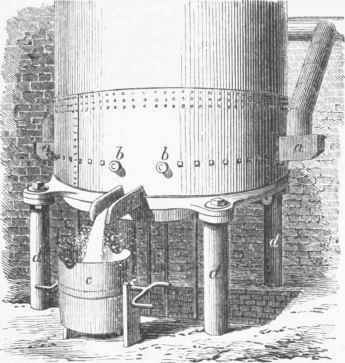
Fig . 5. - Lower Part of Cupola, a. a. Tuyeres, b. b. Small isinglass windows for showing the state of combustion and position of the layer of coal. c. Tot for receiving the melted metal. d, d. Columns of support. (The smaller upright rods support the movable floor, and stand in the pit below the cupola.)

Fig. 6. - Moulding Flask.

Fig. 7. - Cope.
Fig. 8. - Rammer.

Fig. 9.

Fig. 10. - Drag and Cope, opened.
All that now remains to he done is to melt the metal and pour it into the mould; a critical operation, requiring much care, and not safely performed except by experienced moulders. The pouring is done from iron pots lined with clay, called ladles. They are of various forms and sizes, to suit the work to be done. Some have one handle, and are intended to be carried by one man. Others have the form represented in tig. 5, but with longer handles, capable of holding from 200 to 300 lbs., and are carried by two or more men. When the moulds are ready the furnace is charged in the manner already described, and one of the large carrying pots is placed under the spout. The melting point of cast iron varies somewhat, owing to its freedom from other metals and the quantity of carbon which it contains. Hard, gray cast iron melts at about 2,900° F. Scotch pig melts at a lower temperature than many other kinds, because of its large quantity of carbon. The best American iron is harder, contains less carbon, and requires more heat to melt it. It is a common practice among founders to melt different brands of iron together to give the mixture desired characteristics which they do not possess separately. The practice varies at different establishments, each founder having his own favorite formulas.
When a sufficient quantity of metal in the cupola has attained the proper degree of fluidity, the Clay stopper or plug is removed by the workman whose special duty it is to attend to the filling of the pots, and the molten iron is caught in the vessels which are held under the spout. Two or three men usually pour into one mould at the same time, through different gateways or holes, by which means the streams of metal, having a shorter distance to run than if poured through one gate, have less risk of losing the proper degree of fluidity by cooling. It is a common practice in founderies to pour the metal in the afternoon. The smaller articles are taken from the flasks the same evening, and the larger ones on the following morning. After the sand is rubbed from them they are carried to an adjoining apartment, where any roughnesses are chipped away by the chisel, and they are otherwise suitably finished. Hollow articles are often cast in moulds composed of parts, some of which are of greensand and some of dry sand or loam. The casting of a hollow column is an example. The outer part of the mould is made in a flask of two parts with greensand, from a solid pattern of the column.
A core somewhat longer than the mould, made of a mixture of sand and paste, baked dry, is then placed in the axis of the hollow mould, its extremities resting upon the sand beyond. The thickness of the walls of the column will of course be in inverse proportion to the size of the core. Small columns may be cast lying horizontally, but larger ones should be cast vertically, and, if of much height, in sections. If cast lying down, they are liable to warp and to be of inferior strength in consequence of the opposite sides wanting uniformity of molecular structure and density. The casting of long, slender articles, such as ornamental railings, is simplified by a method patented by Mr. Jobson in England. He secures a finished brass or iron pattern to a plaster of Paris back or ramming block, upon which the mould is formed. When the model is removed the mould, remains in the drag. A cope with a plane surface, or having a device corresponding to the other side of the pattern, and which has been formed from a reverse block, is then placed over the mould, and the necessary holes having been prepared, the metal is poured. Mr. James L. Jackson, of New York, has taken out a patent for making patterns entirely of plaster of Paris and other plastic materials, thereby greatly reducing their cost.
They are swept with a templet which may be made to move in either straight or curved lines. The labor and time of making the large and accurate castings for the fronts of buildings are by this process very greatly reduced. A bed piece or rest, of plaster, is first swept with a templet, and after the surface of this is properly prepared, another layer of plaster mixture is spread on, and this swept with a templet of corresponding form but of larger size. In moulding, the pattern lies upon the rest when the first side is rammed in the drag. When the pattern is long it is sawed into transverse sections to facilitate the handling. These may be adjusted together and will serve the purpose of a whole piece. Greensand moulding is often practised with only part of a flask, the cope, the sand bed of the floor taking the place of the drag. A bed is carefully prepared and levelled, the pattern imbedded in its surface, and the sand well rammed about it. The pattern is then carefully cleaned and the surface of the bed levelled and dressed, leaving a certain portion of the pattern projecting above the surface. Parting sand is then sprinkled over both pattern and bed, and a cope is laid down and rammed, it being properly secured from rising by weights.
The cope is then lifted off by a crane, and while suspended its surface is dressed and properly prepared. The pattern is lifted out, and the mould in the bed repaired and dressed, when the cope is replaced, the holes for pouring and for the escape of air and gases having been provided for. Being then securely weighted, to prevent rising from pressure of metal and gases, it is ready for the pouring of the metal. In fig. 3 a greensand floor mould is represented at c. - In the casting of metals, especially those having high melting points, there is always more or loss production of gases, together with expansion of air; and if the operation were performed in a mould which was not porous, the bubbles would mar the surface of the casting as well as enter to a certain extent into its interior. It is therefore necessary that the mould should possess sufficient porosity to allow of the escape of aeriform matter. Moisture in a mould is only admissible in small castings which cool quickly. Used for large masses of molten iron, the amount of steam formed, together with the expanding gas, would not only endanger the mould, but also the workmen.
Dry moulds made of loam are consequently used in heavy castings, partly for the above reasons, and partly because sand could not be properly manipulated or retained in place in large and massive castings. The casting of large cylinders, bed plates, and condensers for steamships is a very intricate process, requiring good engineering abilities, skill in draughting, and experience in the designer as well as in those who execute the work. The moulds are usually worked from drawings instead of being formed upon patterns. A single piece of machinery is often complex in form, and as the art of the moulder consists in forming a hollow cavity where the carpenter or cabinetmaker would make a solid body, it must be seen that he has a much more difficult task before him; for he has not only to form an inside structure similar to the future cast, but an outside one of a reverse form as well; and these two forms must be perfectly related to each other. He has also to provide channels and gateways for the pouring of the metal, and they must be so arranged as to secure its perfect flowing to every part, and as nearly as possible its simultaneous cooling. Allowance must also be made for shrinkage, and an almost infinite number of precautions, suited to particular exigencies as they arise, must be observed.
The draughting requires great forethought and calculation, and the execution not only involves a perfect comprehension of the plan, but a constant vigilance in avoiding errors and causes of miscarriage. A description of the moulding and casting of a complex piece of machinery would require a very great detail of explanation and numerous illustrations, and then could not be comprehended except by repeated visits to the foundery. The moulding and casting of a simple cylinder will therefore be taken. A loam mould, secured in a pit, and ready for casting, is represented in fig. 13. It is constructed in the following manner. An iron foundation plate is laid upon the floor of the foundery, and levelled. An iron ring, flat and of a breadth equal to the thickness of the walls of the core which is to be built upon it, and of a diameter equal to that of the inside of the future cylinder, is laid down, and the core is built upon it to the height desired. An apparatus for describing and sweeping the surface of the core is now erected, which is called a sweep, and consists of a spindle and templet, represented in fig. 14. An arm, a, supported by some portion of the building, holds the upper end of the spindle b, while the lower end turns in a hole in the centre of the foundation plate.
A collar, c, which may be adjusted at any required height, is provided with an arm, to which again the templet d is firmly held by means of a mortise, which slides over the arm, and may be set at any desired distance from the spindle. From the construction of the machine it will be perceived that it may be used to describe either the inner or outer surface of a cylinder; therefore it serves to give form both to the surface of the core and to the inner surface of the cope. After the sweep is placed in position the core is commenced by building up a cylinder of brickwork upon the circular plate, its dimensions being governed by the templet, which in sweeping about its axis should leave a small space between itself and the bricks to allow of finishing with loam. The bricks are laid up in loam, and the same material is laid upon the surface until it has sufficient thickness to he scraped off by the templet, as shown in fig. 14. The top of the core may he swept and levelled by the arm, the templet being removed. If the cylinder is to be cast with a bottom, an iron plate is fitted to the upper end of the core, and a proper thickness of loam laid upon it. This may be built upon the core, or it may be done separately, and the parts put together after they are dried.
When the core is finished it is lifted, by a crane by means of chains or rods attached to the circular plate upon which it rests, upon a car which passes on a track to one of the drying ovens represented in fig. 15. The templet is then placed at that distance from the spindle by which it will describe the inner cylindrical surface of the cope, which is built up with brickwork and loam in a similar manner with that used for the core, except that for convenience it is usually built in two sections (see fig. 16). Iron rods are laid in the brickwork, passing from top to bottom, and securely fastened to the bottom plate. A cap is then made by fitting an iron plate to the top, adding brick and loam, and securing it by the rods which pass through the walls from the bottom plate. When finished, all these parts are washed with a mixture of charcoal or plumbago dust and water, the mixture being sometimes applied two or three times. A strong cross piece of iron is then fastened to the top of the cope, hoisted by means of a crane upon the carriage, and taken to the oven.
After both core and cope have been thoroughly dried, they are lowered into a pit formed in the floor of the furnace. (See fig. 3, h.) Upon the bottom of this pit there is an iron foundation upon which the cope and the core both rest, and to which they are properly adjusted and secured. Care has been taken to provide the cope with the necessary holes for pouring and for the discharge of air. Sand is then thrown into the pit about the sides of the mould, and well tamped down to prevent any spreading during the casting. The relation of the parts is represented in fig. 13. A powerful expansive force is applied to the interior of the mould when the hot metal is poured in, and the greatest precautions must be taken to have all the iron fastenings as well as the sand tampings strong enough to withstand the pressure. Into the holes intended for the escape of air iron tubes are placed, of sufficient length to reach above a layer of loam which is now laid over the cope. Into the holes for pouring plugs are placed and the loam formed around them in cups, which are connected with channels through which the metal runs in pouring.
In the figure a tube is seen leading a few inches downward from the lower part of the hollow of the core, then horizontally beyond the edge of the mould, and thence up to the surface of the foundery floor. This is for the purpose of carrying off gaseous products from the core. In casting a cylinder without a bottom, it will only be necessary to have a tube extend directly upward to the surface. It will be noticed that the holes for pouring are placed immediately over the hollow mould, and not, as in casting statuary, connected with channels in the cope entering at the bottom of the mould. The securing of the mould for the cylinder of a large steamer is a matter which requires the greatest vigilance. The pit into which it is lowered must be dry, and is generally built like a cistern and bricked and cemented on the sides and bottom; and care must be taken to keep the mould dry till the casting is done. The cope must be well bolted to the bars that come through the sides from the bottom. A rim of iron plating may be placed around the part that projects above the ground, reaching high enough above the top of the cope to hold a layer of sand.
A heavy iron cross is then raised over the mould and fastened with bolts, by which and also by its weight it aids in sustaining the strain at the time of casting. This is called packing. Fig. 17 represents the packing of a mould for a large cylinder. To furnish sufficient metal for the casting of a cylinder of 24 tons, two large cupola furnaces are required, capable of melting 10 or 12 tons of iron per hour. A reservoir which will contain 8 tons of the molten metal is erected at the side of the mould, at such an elevation that the metal will flow with a moderate current into the channels on the top; or two such reservoirs may be placed, one on either side, the rest of the metal being poured from kettles suspended by cranes. The reservoirs are tapped from a hole in the lower part, in the same manner as the cupola is tapped, but the kettles are turned by an apparatus of wheel work adjusted to the bail. Each kettle may contain from 4 to 6 tons of molten iron, and the apparatus for pouring them must be of the most substantial character; for if any part of it should break, severe accidents would be almost sure to follow. The melted metal in the reservoirs and kettles is kept covered with lumps of charcoal, which are raked off when the pouring is made.
In the casting of cylinders, the shrinkage of the iron in cooling must always be particularly taken into consideration. This is quite uniform, and is one inch in 8 ft., or 1/96 linear measure. The circumference of a cylinder, therefore, having a diameter of 8 ft., will shrink on cooling 3.14159 inches; and if it were cast over a perfectly incompressible core, it would necessarily be ruptured unless the core were removed before the shrinking began. Mr. Robert Cartwright has patented a process which has been used in casting the cylinders for the pneumatic piles for the great bridge over the Missouri river at Leavenworth, Kansas, with satisfactory results. It consists in making the core in sections and joining it together in such a way that it may be taken to pieces and removed immediately after the cast is made. It is designed especially for cylinders open at both ends, but may be varied so as to be used when they are cast with the bottom upward. - Brass and bronze founding is very similar in its details to that of iron.

Fig. 11. - Section of Mould.

Fig. 12. - Mould for a Column.

Fig. 13. - Loam Mould, a. Hollow mould, surrounding the core, and surrounded by the cope. b. Hollow inside of core, c, c. Bolts holding cope together, d. Air tube for discharging air from core, e, e. Air tubes. f, f. Pouring holes.
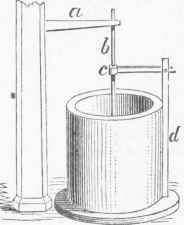
Fig. 14. - Sweeping the Core.
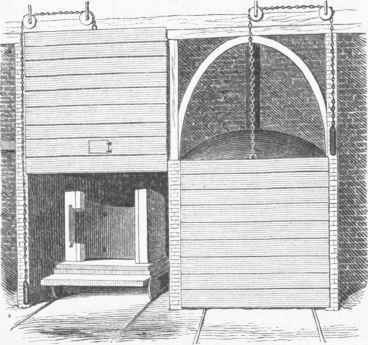
Fig. 15. - Drying Ovens.
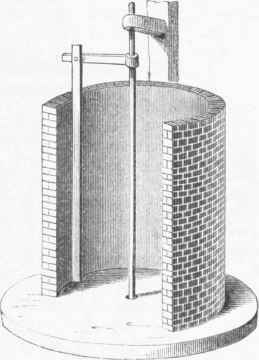
Fig. 16. - Sweeping' the Cope.
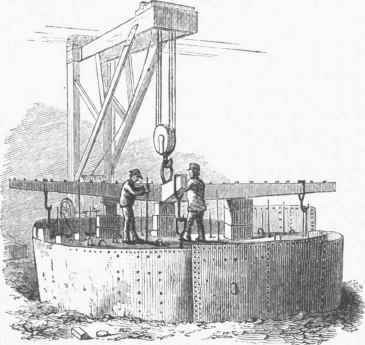
Fig. 17. - Packing the Mould of a Steam Cylinder.
The moulds for casting these alloys are made of the same material as for iron, although for the casting of fine articles of bronze a finer and more compact loam is used. The melting for large castings is usually done in a reverberatory furnace, charcoal being the best fuel. Cupolas are sometimes used, but at a great waste of the more oxidizable alloy. When the quantity is not large, black-lead crucibles are used, which are heated in a furnace placed beneath a platform raised one or two feet above the floor, for convenience of handling. The construction of a furnace for melting brass and bronze is shown in fig. 18, the first flue being represented in section. The melting point of brass containing 33 per cent, of zinc is between 1,800° and 1,900° F. That which contains more zinc melts at a lower, and that which contains less at a higher temperature. The copper is usually melted first and the zinc added. Bronze containing about 10 per cent, of tin requires heating some 200° higher; but bell metal, containing 22 per cent, of tin, melts at about the same temperature as ordinary brass. Anthracite coal is used for heating the crucibles, and the surface of the alloy is covered with charcoal, which of course is consumed and adds to the heat, at the same time that it prevents oxidation.
The pouring is performed in the same manner as for iron. The screw propellers for first-class steamships are made of bronze to enable them to resist the action of salt water. The moulds are of loam, and for small wheels are made upon patterns, but for large ones are swept and modelled with tools. Sometimes the hub of the wheel is swept with a templet, while the wings are separately mould-ed on a pattern. This is the most convenient, and perhaps the most perfect method, as the precise curve can more readily be given to the surface of the wings. The alloy for propeller wheels contains 10 per cent, of tin. The casting of bells is usually performed in the following manner: The mould of a small bell is made with a pattern, the process being very simple when compared to that required for pieces of machinery. It may be made of moulding sand or of loam. If of the former, the pattern, which is of the exact size and form of the future bell, is laid, mouth downward, upon a turn-over board, and dusted with coke dust or charcoal. A drag of sufficient depth is then placed upon the board and rammed full of sand. The bottom board is then clamped on, and the flask is turned over and a cope adjusted and rammed full of sand, the necessary holes being provided for.
The cope is then taken off the pattern removed, the mould properly dusted with parting sand, and the parts replaced and clamped together, when the piece is ready for casting. For large bells the method pursued is similar to that for large cast-iron cylinders. A sweep is constructed having a templet which may be used to sweep the interior of the cope or the surface of the core. The core is built of brick and loam upon an iron plate, and swept in the same manner as the core of a cylinder, and the cope, made of brick and loam also, and bolted, which is to form the exterior of the bell, is swept like the cope of a cylinder. The surfaces are then washed with charcoal or plumbago mixture, and dried in the oven in the usual way. The parts are then sunk in a pit upon a bed plate, secured, and the pit well rammed with sand, pouring and vent holes having been provided. The top of the cope is covered with loam through which holes are made connecting with those in the cope, and channels are formed in it to receive the metal. The core must be so constructed that it will yield when the metal shrinks on cooling, which is the case with bronze as with cast iron.
If rupture is not produced by rigidity of the core, the metal will have a strain of tension which will be likely to cause fracture when the bell is struck. It may be constructed with bands of straw wound around it, over which loam is spread before finishing with the templet. The Messrs. Meneely of West Troy, N. Y., use perforated cases (fig. 19), upon which the core as well as the cope is formed. The cone upon which the core is made before being spread with loam is wound with ropes of straw, which yield sufficiently for the contraction of the bell. The outer case is spread with loam on the interior, the holes with which it is pierced allowing of the expulsion of expanding air and gases. For casting of heavy guns, see Cannon. - Casting in the Fine Arts. Before treating of the casting of statuary and other articles of sculpture in metals, it will be proper to describe the more simple methods of casting them in plaster of Paris. This substance possesses peculiar properties which give it a wide application in nearly all the arts. Gypsum, from which plaster of Paris is made by calcination, is a hydrated sulphate of lime containing about 20 per cent, of water by weight.
Where a large, but not necessarily definite quantity of this water is driven oft* by a gentle heat, the gypsum, after being ground and sifted, becomes the beautiful white article known as plaster of Paris. This substance possesses the property of re-combining with the same amount of water which the heat had driven oft'. When mixing it for use, however, a much larger quantity of water is used, sometimes twice or three times as much; but for making strong moulds, as little is used as will answer to render the mixture fluid. A definite quantity of water enters into chemical combination, and the rest is held in the pores of the plaster when it sets, most of it afterward passing away by evaporation. A proper mixture of plaster and water possesses the property of running into the minutest parts of a mould, so that the finest lines may be copied with considerable approach to perfection. For this reason it is often used in electrotyping, for taking casts, upon which the metal is subsequently deposited by galvanic action; and also for taking casts of leaves of plants, and other articles of a similar character.
The mixture sets in 20 or 30 minutes after being stirred, depending upon the quality and quantity of the plaster used, and upon the presence of other substances, such as lime, alum, or cream of tartar, which may have been added to it. The casting of models in bass relief is quite a simple process, and is performed in the following manner. The mould is made by simply laying the model, which is usually made upon a plate of glass or a slate, upon a table and pouring over it the mixture of plaster and water. If the model is in clay, it should be wet with water, and the slate slightly greased with lard oil. It is not necessary to build a barrier about the edge of the slate, for the mixture poured on with a cup or a large spoon, first over the object, soon becomes thick enough to allow of its being spread over the slate without running off. The mould may be made from one half to one and a half inch in thickness. In from 50 to 70 minutes it will set firmly enough for removal, which may be done by carefully introducing the blade of a stout knife under its edge, and gently raising it with the assistance of the hand. If the model is not undercut, the mould may be used in one piece for casting several copies.
If, however, projections.are left, the mould must be broken away from the cast, or else it must bo composed of more than one piece so that it may be drawn. When a mould is broken off it is called a waste mould, and when in parts it is called a piece mould. When a model is undercut it may be made flush by adding clay. A whole mould may then be taken, and such portions as were added may be removed from the cast by appropriate tools, thus avoiding the use of a piece mould. When the mould is made in parts, it may be done by pouring the plaster over a portion, letting it set, removing it and paring the edge, which is slightly oiled or washed with a mixture of clay and water, replacing it, and adding one or more sections afterward. Another plan, which may be practised with great facility, is to make the mould in one piece and afterward saw it into sections with a very thin, fine saw. If a very fine impression is desired, the mould should be saturated with water, laid upon its back, and, if composed of more than one piece, held in place by supports. A mixture of plaster and water, carefully stirred together, is then turned into the mould and over the plane surface, to an extent sufficient to form a base to the cast, of any desired dimensions.
If several copies are wanted, and there are no very fine lines to be preserved, the mould may be varnished with shellac and alcohol. Previous to applying the varnish it may be painted with linseed oil, in which case it should first be dried; but if oil is not used, the varnish may be applied to the green mould with more advantage than to allow it to dry. In removing the mould from the cast a good deal of care is required, and successful manipulation is not attained without considerable experience. In making a cast of a clay model of a bust, two methods may be pursued. The entire model may be covered over with the plaster mixture, by throwing it on in a creamy state with a cup or spoon, and lastly by spreading it on with the hands, until the proper thickness is attained to give sufficient strength; and then, after setting, the mould may be cut into sections with a very thin saw and carefully removed. (See fig. 20.) The process more usually preferred is to apply the plaster in sections by the method of parting. A common way is to make only two sections, the smaller one embracing merely the crown of the head. This plan requires that the frame on which the bust was modelled shall be so constructed that it may be taken apart and removed by the hand, after the plaster is well set.
After the mould has been carefully cleaned with water and a soft brush, the parts are put together and bound by a strong cord or rope, and the seams stopped on the external surface with cream of plaster. After this is set the mould is saturated with water. The bust is then cast by turning into the cavity successive batches of cream of plaster, at the same time turning the mould about in such a manner as to cause the plaster to run into all the lines and furrows, and to be deposited in sufficient thickness all over the interior surface. In this way a hollow cast is made without the use of a core. After the plaster is well set, the bust may be placed upon a table and the mould chipped off with a chisel and mallet. This is an operation which requires great care, and can only be done by an experienced hand, and by none so well as by the artist himself. The casting of a bust is rendered much easier by swinging the mould in a pair of strong, concentric iron rings. (See fig. 21.) This device allows it to be turned with ease in any position, greatly facilitates the operation, and diminishes the chances of making a defective cast. The plaster bust is used as a model by the marble cutter in reproducing the work of the artist.
When several copies in plaster are desired, it is used as a model on which to form a piece mould, which may serve in producing an indefinite number of copies. A statue in plaster may be cast in a variety of ways, depending upon the purpose for which it is intended; whether to be preserved as a plaster statue, or copied in marble, or to be used as a model from which to make a bronze cast. If it is to be preserved as a statue, it will be cast as nearly as may be in one piece; but if to be used as a model or pattern by the bronze founder, it may either be taken in as many pieces as it is designed to make the bronze casting, or it may be cast in one piece, or in as few as possible and then joined together, leaving the bronze founder to make his selection of sections in which to take his loam mould. The method of proceeding to make a mould for a plaster statue from a clay model is as follows: The model is made pretty wet, so that the moisture from the plaster will not be too much absorbed before it sets. Then a mixture of plaster and water is spread over a certain selected portion of the statue, say the front half of the head and chest, a barrier of clay having been previously erected along the boundary line.
After the plaster has set the clay barrier is removed, any injuries that may have happened to the back part of the head and chest are repaired, and the edges of the plaster soaped or washed with a mixture of clay and water. A plaster mixture is then spread over the back of the head and chest, the two applications encasing the whole body above the waist. The remainder of the body may be taken in two or four pieces. If one limb is partially raised or much separated from the other, it may taken in two halves by itself; but if not, the lower part of the body and both limbs may be moulded in two pieces, one before and one behind. Very often one arm will be taken with the chest, while the other one will be taken separately. After setting, all the pieces may be removed, and of course some of the clay will be brought away with them; but that is of no consequence if the plaster mould is a good one, because, with care, a copy is now secured. After removal, the separate pieces are cleaned with water and the careful use of a brush. The pieces may then be put together and the different parts of the statue cast in the same manner as a bust is cast. Measurements have been taken from certain points on the clay model to the dividing lines, and recorded.
These points and lines are reproduced on the plaster casts, so that their edges may be cut to precisely fit each other and preserve the symmetry of the original model. The statue is then completed by putting all the parts together and cementing them with plaster mixture, which is spread on over the seams on the inside by the hand, introduced through an opening made for that purpose, which is afterward repaired in the same way. If a bronze copy is to be taken and the bronze founder prefers to have the pieces separate, of course the joining will not be done. In cases where the statue is clad to the throat, there will be one additional piece of work to be performed to prepare it for the bronze founder, which is to detach the head, and add plaster in a conical form to the neck, which is to be fitted into a collar; for the head should be cast separately in bronze, and the artist should separate it and fit it in its joint himself, so that the proper pose shall be preserved. - A statue in bronze is cast in two or more pieces, generally in from four to six, the number of pieces usually being in inverse proportion to the mechanical and technical skill of the founder. The principal difficulty in casting a statue whole is the cracking and straining of parts on cooling and contraction of the metal.
If, however, this can be cast very thin, and uniformly so in every part, avoiding masses where there are folds of dress or any irregular surfaces, no cracking may occur. It is not always, however, desirable to avoid division, because the parts may be skilfully joined and much tedious labor saved. In the case of such a work as the statue of Pallas, shown in fig. 23, the whole figure, with the exception of the right arm and upper part of the spear, which are to be removed, may be cast in one piece. If of plaster, we will suppose the model to have been varnished with a solution of shellac in alcohol, previous to which it may have been painted with linseed oil and dried, to harden the surface; but this may have been omitted. The statue is laid upon some very fine loam in the iron flask in which it is to be cast, and well adjusted in abed prepared for it, which fits its surface perfectly, giving a firm support. A quantity of fine loam, which is only to be obtained in a few localities, possessing peculiar physical properties, adhesive and yet porous, after having been ground several times in a mill resembling a sugar mill, is taken in small quantities at a time and pressed and hammered into compact sections upon the surface of the model.
Each section must embrace such parts as will allow of its being drawn. The process is similar to that of making a piece mould with plaster of Paris, except that the material in the latter case is spread on in a plastic condition, while the former is rammed and hammered on. The process is a very difficult and tedious one, requiring several weeks and sometimes months to make a mould for a life-size statue. In Germany a composition is used which is spread on like plaster and allowed to harden. Whatever material is employed, the problem is to fit together firm but porous sections over the whole surface, of such forms and dimensions as will be most convenient for drawing from the model, and also for supporting each other after the model is removed. (See fig. 22.) Iron rods and stays are placed in the section while they are being hammered together, and channels leading from the top to the bottom must be formed in them through which to pour the metal. They are represented in the sectional cut, fig. 24. After this loam piece mould is completed, a number of the sections are laid in a bed of loam in a flask, and the forming of the core is commenced within the cavity.
It is made of the same material, a very fine loam, which was used for the outer mould, except that sometimes it has mixed with it a small portion of molasses or paste. It is hammered together in the same way, and when completed is a facsimile of the original model. It must contain an iron frame, or a number of iron rods, to strengthen it, and also some pierced tubing for carrying off the expanded gases which are generated in pouring. Iron rods must also be passed in two or more places through it, their ends entering and resting in the outer mould. When the latter has been carried up piece by piece and the hollow completely filled with the hammered loam, it is to be removed and the loam statue placed in the proper position, and its surface carefully pared down to a uniform depth. This forms the core, which is represented in fig. 23 by the smaller statue. When placed within the outer mould and properly adjusted, there will be a space, equal in depth to the thickness of the paring, between every part of the surface of the core and the inner surface of the outer mould. It will be observed that in this case the holes for pouring and for the escape of air are made at the base of the statue, which for casting is to be turned upside down.
In casting statues in one piece, they are usually placed in this position. A perpendicular section through both outer and inner parts of the mould and the containing flask has the appearance represented in fig. 24, with the exception that the iron framework for strengthening the parts has been omitted. Both core and outer piece mould are now placed in the oven and baked, having previously been carefully dressed and cleaned, and then washed with a mixture of water and plumbago or charcoal, or both combined. After the proper amount of baking, which should leave them dry and porous, the parts are taken and placed together in a flask, each part of which contains a bed perfectly adjusted to the surface of the mould. The flask is then carefully secured with bolts to prevent any expansion or opening of the mould during the casting. Bronze containing 10 per cent, of tin requires a heat of about 2,000° F. to bring it to the proper degree of fluidity. It is considered rather a refractory metal, liable to fly, and requires skill and experience for its mastery. The pouring is done in the same manner as for bell casting, and the same crucibles and furnaces are used.
After the metal has cooled the flask is removed, the loam knocked off, and the branches of metal which till the spaces of the air holes as well as those for pouring are cut off. When the statue is cast in sections the edges are made somewhat thicker than the other parts, and lips are also provided, to meet in the interior so that they may be bolted together. The thickness of the edges is for supplying material for hammering them together till the seams are obliterated. The parts are usually immersed for a few hours in a weak pickle of acidulated water, for the purpose of loosening and aiding in the removal of silicious matter which has become incorporated with the surface of the bronze. All the sections are then bolted together, the edges smoothly hammered till the joints are perfect, all roughnesses filed away, and the whole surface chased with appropriate tools. An old method, which is still employed in Italy, is to make a core composed of potter's clay, brick dust, cow's hair, or some other composition, and over this model the figure in wax. Then the outer mould is formed upon this, of some composition, of which loam forms the principal part. Iron rods for supports and tubes are provided and adjusted in the same way as in piece moulding.
The whole is then dried and baked in an oven until the wax is melted and cleaned, and the mould rendered sufficiently porous.

Fig. 18. - Furnace for Melting Brass.

Fig. 19. - Meneely's Cases.
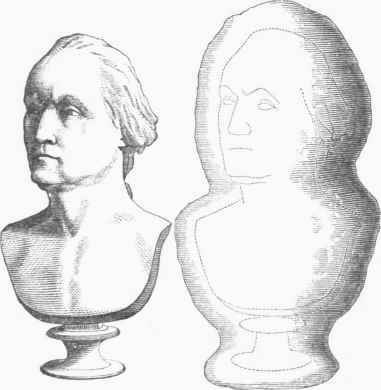
Fig. 20. - Bust covered with Plaster Mould.
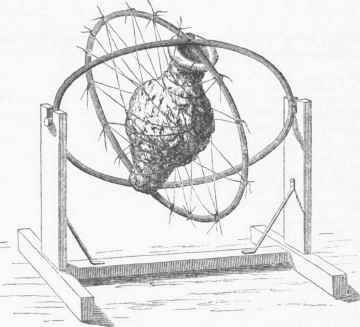
Fig. 21. - Machine for Casting a Bust.

Fig. 22. - Piece Mould for a Statue.
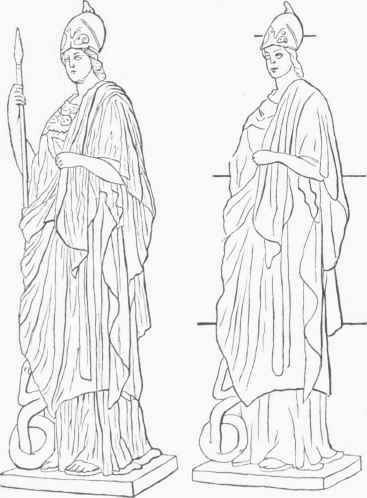
Fig. 23. - Statue and Core of Mould.

Fig. 24. - Perpendicular Section of Mould, a, a, a. Hollow mould, b, b. Channel in the cope for pouring the metal, c, c. Channel for discharging gases, d, d, d, d. Iron supports for holding core in place, e, e. Air tube in core.
Continue to:
My Books

