Mint (2)
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Mint (2)
Mint (Ang.-Sax. mynet, from mynetian, to mark), a place whery money is coined by a government. The early methods of coining money were exceedingly imperfect. The metal, brought to the required standard of fineness, was melted and cast into small bars, which were reduced to thin plates under the hammer. Square pieces cut from these plates were rounded at the forge, and then by means of rude dies, one fixed like an anvil, and the other held in the hand and struck with a mallet, the round lump of metal was flattened and coined at the same time. The coins were apt to be irregular in weight and form, and not entirely round, and were liable to be clipped. It was not until the middle of the 17th century that the forge and the hammer gave way permanently in France and England to the mill and screw. - In Britain, in the 1st century of the Christian era, Cunobelin, king of the countries lying between the Thames and the Nene, established his mint at Camulodu-num (Colchester), and there coined money of gold, silver, and brass. In early Saxon and Norman times establishments under the crown for the coinage of money existed in almost every important town.
In the reign of Ethel-red II. (978-1016) there were 38 mints, and in that of ('anute (1016-1035) 37. In those days communication between the different parts of the realm was at once difficult and dangerous, and it therefore became important to have the trees for the supply of money for the various districts within those districts. After the Norman conquest the number of these mints was gradually reduced, so that in the reign of Henry VI. (1422-60) the only ones in England were at Bristol, Canterbury,Coventry, Durham, London, Norwich, Oxford, and York; in the reign of Henry VII. they were only at Canterbury, Durham, York, and London; and it is supposed that in the time of Elizabeth all coins were made at the mint in London. But when, in the reign of William III., a very extensive coinage of silver took place, several local establishments outside of London were employed. Athelstan appears to have been the first monarch who established any regulations for the government of the mints of the kingdom His law, proclaimed about 928, provided that but one sort of coin should pass current, and grant-ed to various towns each a number of coiners or moneyers, and to boroughs of inferior size each one moneyer.
All provincial mints re-ceuved. their dies from the mint of London. The moneyers coined money and distributed it, received that which was clipped or worn, and bought bullion, the right to do which the monarch claimed as his own exclusive privilege The moneyers seem in those early times to have had almost entire control of the mints. Their names were stamped upon the coins, as a guarantee of their genuineness, as early as the time of Egbert, king of Kent, about the middle of the 7th century. Edward II., in the 18th year of his reign, made a considerable change in the organization of the mint. He appointed a master, warden, comptroller, king's and master's assay master, and king's clerk; and under this constitution it continued substantially till 1815. From an early period in English"history, the clergy of the superior ranks shared with the king the prerogative of coinage; the bishops of Durham had for centuries enjoyed the privilege of coining sterlings and pennies, and about 1473 the then bishop, who did not consider himself authorized to coin halfpence without obtaining the king's permission, applied for it, and it was granted.
During the civil war in the reign of Stephen, when the country was in great disorder, almost every baron usurped the prerogative of coining and issuing money, which consequently became very much debased. In 1156 Henry II. issued a new coinage, and prohibited the use of any other money. Hammer money passed current in England until the reign of William III., although the system of 'milling had been introduced from France in 1562, during the reign of Queen Elizabeth; but it remained in practice only ten years, when the old system was again resorted to on account of its greater cheapness. The invention of the mill for coining is attributed to Antoine Brucher, a French engraver, who first tried it in Paris, in the palace of Henry II., for coining counters. It was continued in use till 1585, in the reign of Henry III., when it was abandoned on account of its expense. In 1631 a commission was appointed in England to examine into the process of coining milled money proposed by Nicholas Bryitt of Lorraine; but nevertheless all coins continued to be hammered till 1662 or 1663, when the milling process was finally and permanently adopted; and Bryitt seems to have been appointed chief engraver to the mint, and to have put the system into practice.
It had already been adopted in France in 1645. - The early milling operations employed four different machines: the rolling mill, for laminating the metals to plates of the proper thickness; the punch-ing-out machine (fig. 1), for cutting out the blanks or planchets; tha machine for milling theedges (fig. 2); and the coining press (fig. 3), which stamped the impression on both sides at once. The hammer money which was called in by William III. had been so much clipped and filed as to have lost about half its value.
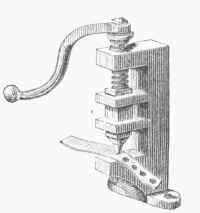
Fig. 1. - Punching-out Machine.
Such confidence was felt in the new money by reason of its being milled on the edge, that it was deemed almost if not quite impossible to abstract any portion of the metal from it. But it was soon found that this money could with facility be subjected to the " sweating" process, in which a portion was dissolved by acids from the surfaces of both gold and silver coin without being perceptible to the eye. In 1810 the mint, which from an early age had existed in the tower of London, was removed to a new building on Tower hill, with new and improved machinery and engines. In 1815 it was placed under a new system of organization, which lasted till 1851, when it was again reorganized. - Seigniorage, the deduction made from the bullion to cover expenses and to pay the sovereign for his prerogative, at one time formed a considerable part of the revenues of the crown; and it was not always fixed by law or uniform in amount, but was very often subject to the caprice of the monarch. In the time of Henry III. it was 6d. in the pound, and Henry VIII. had 50s. for every pound weight of gold coined.
Charles II. relinquished it entirely, but in the reign of George III. it was again imposed upon the silver coinage, and when the market price of silver is 5s. an ounce it is equivalent to 10 per cent, apparent profit; but as the government is obliged to keep up at its own cost the renewal of the silver coin, the wear and tear of which is considerable, the real profit is trilling. While the English mint is said to be one of the most economical and efficient manufacturing establishments in Great Britain, the loss by the abandonment of the seigniorage is 3/4 d. on each sovereign. This free coinage of Charles II., says a recent English writer, "was made partly as a concession to the goldsmiths, and partly under the impression that with a free mint Ave should attract all the gold of Golconda and Peru to our coffers. Till then it had been the custom of the English government, as it is still the custom of every government but our own, and even of our own government in India and Australia, to levy a seigniorage of 1 per cent, or thereabouts upon the work of the mint." This seigniorage was relinquished by Charles II. in consideration of the house of commons presenting him with the customs duties. - Mints and Assay Offices in the United States. Under the coinage act of 1873, which reorganized this branch of the public service, the following mints and assay offices are in operation: the mints of Philadelphia, Pa., San Francisco, Cal., Carson City, Nev., and Denver, Col.; and the assay offices of New York, Charlotte, X. C. and Boise City, Idaho. The mint, by the act of April 2, 1792, was established for the purpose of a national coinage at Philadelphia. The machinery, as well as the metal first used, was imported.
Steam power was first introduced in 1816. The first money coined by authority of the United States was copper cents in 1793. In 1794 silver dollars were coined, and in 1795 gold eagles. Branch mints were established in 1835 at New Orleans, La., Charlotte, N. C, and Dahlonega, Ga.; in 1854 at San Francisco, Cal.; and in 1870 at Carson City. Nev. Assay offices were established at New York in 1854, at Denver, Col., in 1864, and at Boise City, Idaho, in 1872. These various establishments were branches of the mint at Philadelphia, and under this organization the coinage was conducted till April 1, 1873, when the new law became operative. This law established the mint and assay offices as a bureau of the treasury department, placed the several institutions upon substantially an equal basis, and brought them all under the general supervision of the chief officer of the bureau. Under this act the officer previously called director of the mint took the title and assumed the duties of the superintendent of the mint at Philadelphia. The bureau of the mint of the United States is in charge of the director of the mint, who is under the general direction of the secretary of the treasury, and is appointed by the president, by and with the advice and consent of the senate, for five years, unless sooner removed by the president for reasons to be communicated by him to the senate.
The officers of each mint are a superintendent, an assayer, a melter and refiner, and a coiner, and for the mint of Philadelphia an engraver.
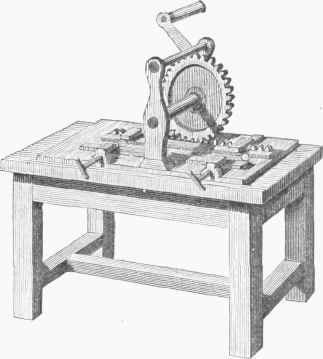
Fig. 2. - Machine for Milling Edges.
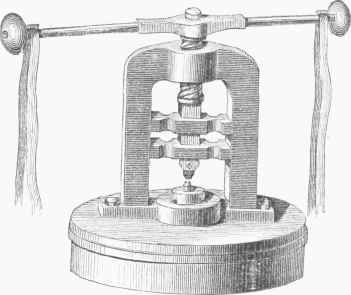
Fig. 3. - Coining Press.
The following are the usual forms in which gold bullion is received: lumps, grains, and dust in their native state: amalgam with the quicksilver burned off; foreign coin, United Statescoin issued before 1884, and United States defaced coin issued since; jewelry, dentists' plate, bars, rings, etc. The following are the usual forms in which silver bullion is received: foreign coin, United States coin issued before 1833, and United States whole dollars and defaced coin issued since; plate, bars, rings, etc.; native lumps and grains in their native state; and, as an accommodation to the holders, the coppery silver of Lake Superior, but it must contain at least one fourth silver. Deposits of bullion, not less than $100 in value, are receivable by the superintendent, who causes it to be weighed in the presence of the depositor, and gives him a receipt therefor expressing the weight in troy ounces. Each deposit is kept separate during the process of melting and assaying, and until its precise value is determined. This is generally accomplished in three days, when, on presentation of the original receipt, the net proceeds are paid to the depositor or his order.
The charge for converting standard gold bullion into coin is one fifth of 1 per cent.; and the charges for converting standard silver into trade dollars, for melting, refining, toughening etc. is fixed from time to time by the superintendent so as to equal but not exceed the actual average cost. Deposits of gold are paid in gold, and if the deposit contains the value of over one dollar of silver clear of parting charges, the value of such silver is paid in silver coin. The charges for refining and separating silver from gold vary from one cent to six cents an ounce; for coinage of gold, one half of 1 per cent.; and for making fine gold bars, six cents per $100 if the deposit contains silver, and if not, five cents an ounce. Deposits of silver are paid in silver. If the silver deposit contains the value of over one dollar in gold, clear of parting charges, the value of such gold is estimated and paid in gold coin. The charges for refining and separating gold from silver vary from one third of one cent to six cents an ounce; for coinage into trade dollars they are rents per 100 pieces; for making fine silver bars one half cent an ounce on the line silver.
Silver bullion is purchased at 118 cents an ounce (standard fineness nine tenths pure silver., and paid for in silver coin of less denomination than the dollar. Each deposit of gold or silver is melted and cast into bars, being thus brought into a homogeneous state, so that an assay piece taken from it shall fairly represent the mass. I he assayer. operating upon a small quantity of the assay piece which he has taken, determines by an exceedingly delicate chemicalanalysis the proportion of gold or silver or both which it contains The fineness and the weight of the deposit after melting are the data for calculating its value. Deliveries of bullion, composed of these various deposits, are made from time to time to the melter and refiner, and are charged to him in account. It is his province to refine them, and convert them into ingots of standard metal, 900 thousandths fine, suitable for the fabrication of coins. Gold and silver in their pure state, on account of their softness, are altogether un-adapted for coin. Consequently, each metal is alloyed with a certain quantity of some other metal baser than itself, to give it greater hardness and durability.
In the United States silver, in the manufacture of silver coin, is alloyed with copper; the proportion in 1,000 being 900 parts silver and 100 parts copper; and in gold coin, 1,000 parts, 900 being pure gold, 100 alloy of silver and copper, of which not more than 50 parts is allowed by lawr to be of silver. In practice a very small fraction of this alloy is silver. By means of powerful but accurately constructed rollers, driven by steam, the ingots (which are bars sharpened at one end like the blade of a chisel, and about one foot long, three fourths of an inch to two and a half inches broad, and half an inch thick) are rolled into thin strips or ribbons of the proper thickness for the coin to be made, through the rollers exhibited in the drawing (fig. 4) just above the clock dial. This process is required to be gone through ten times for gold and eight times for silver. These strips must occasionally be annealed in furnaces, in order to soften them, before they are drawn, which latter operation is done by means of the drawing bench (fig. 5), in which they are drawn like wire through a steel gauge to make them straight and of uniform thickness.
Next comes the cutting press (fig. 6), a vertical steel punch working accurately into a matrix or round hole in a steel plate of the size of the planchet required, and operated rapidly by an eccentric, under which the strips are fed by hand. The gold planchets are subjected before coining to a careful adjustment by weight. This is done by women, whose delicacy of touch fits them admirably for this service. Seated at a long table, each one has a balance before her and a flat file in her hand; and the gold planchets are successively tried against a counter weight. Those that are too light are thrown aside to be re-melted, and those that are too heavy are brought to the proper weight by moving the file lightly round the edge. The planchets are now ready for the milling machine (fig. 7), an American invention, by which the planchets, as rapidly as they can be fed by hand into a vertical tube, are caught one by one edgewise, and caused to rotate in a horizontal plane in a channel formed on one side by a revolving wheel, and on the other by a fixed segment of corresponding curve, but slightly nearer the wheel at one end than at the other. The effect is that each piece in passing through this narrowing channel has its edge evenly crowded up into a border or rim.
After being annealed and cleaned or "whitened," the planchets are ready for the coining press. The coining press (fig. 8) in use in all the mints of the United States is constructed after the plan of the French lever press invented by Thonnelier. The pressure upon the die is effected by a lever moved by a crank and operating a toggle joint. The planchets being fed by hand into a tube or hopper in front of the machine, the lower piece in the tube is seized by steel feeders and carried forward and lodged in the collar between the upper and lower dies. At the same moment the lever is descending, and by the time the planchet is in position the toggle joint, brought into a vertical position, imparts to the piece a pressure which within the narrow limits of its motion is almost incalculable. The immediate relaxation of the joint causes the upper die to be lifted, when the feeders, coming up with a second planchet, push away the one already coined. The planchet before being struck is slightly less in diameter than the steel ring or collar into which it drops; but the pressure upon the dies causes the piece to expand into the collar and take from it the reeding or fluting of its edge.
The coins, after being carefully inspected by the coiner to eliminate defective pieces, are counted and put up in bags, and delivered to the superintendent, by whom the coiner is held to the same accountability as the melter and refiner. The counting is performed with great accuracy and despatch by a counting hoard of very ingenious construction. The dies used in all the mints of the United States are made under the supervision of the engraver of the Philadelphia mint. The production of original dies cut by the engraver's hand in steel is a work of great labor, and it would he impossible in this manner to supply the dies necessary for the coinage of the country. The original dies, being carefully finished and hardened, are used simply to strike copies in softened steel, which is done by repeated blows under a powerful screw press. As the devices upon the original dies were sunk, these copies will be in relief. To prepare dies for coinage, therefore, this harden-in- and copying process must be repeated.
A rigid system of registration and accountability is necessary to keep the old dies from falling into improper hands. - In the various opera-ions of the mint, particulars in those of the melter and refiner's department, a large amount of pre ions metals will be temporarily lost by becoming absorbed in the melting pots anil luxes and mixed with the ashes and debris of the furnaces. These materials are carefully gathered up, and the gold and silver extracted by various methods. The chlorination process of Prof. Miller of the Australian mint, for refining and parting the precious metals, has lately been introduced at the Philadelphia mint. Under the coinage act of 1873, provision is made for the purchase of silver bullion, and the gain arising from its conversion into coin of a nominal value exceeding the cost thereof is credited to a special fund called the silver profit fund. In adjusting the weights of gold coins the following deviations cannot by law be exceeded in any single piece: in the double eagle and the eagle, one half of a grain; in the half eagle, the three-dollar piece, the quarter eagle, and the one-dollar piece, one fourth of a grain; and in weighing a number, of pieces together when delivered by the coiner, the deviation from the standard must not exceed 1/100 of an ounce in 85,000 in double eagles, eagles, half eagles, or quarter eagles, in 1,000 three-dollar pieces, and in 1,000 one-dollar pieces.
In the silver coins the following deviations must not be exceeded: in the dollar, the half dollar, the quarter dollar, and the dime, one and a half grain; and in weighing large numbers of pieces together when delivered by the coiner, the deviations from the standard must not exceed 2/100 of an ounce in 1,000 dollars, half dollars, or quarter dollars, and 1/100 of an ounce in 1,000 dimes. In the minor coins no greater deviation is allowed than three grains for the five-cent piece and two grains for the three-cent and one-cent pieces. - During the year ending June 30, 1874, the amount of gold deposits at the mints and assay offices of the United States was $68,801,595; silver deposits and purchases, $15,122,151. Deducting the redeposits of bars made and issued by one institution and deposited at another, the deposits were: gold, $49,142,511; silver, $11,-485,678. The amount in bars transmitted from the New York assay office to the mint at Philadelphia for coinage during the fiscal year was: gold, $18,704,101; silver, $2,613,636; total, $21,317,737. The distribution of the gold and silver bullion deposited and purchased, including receipts, was as follows:
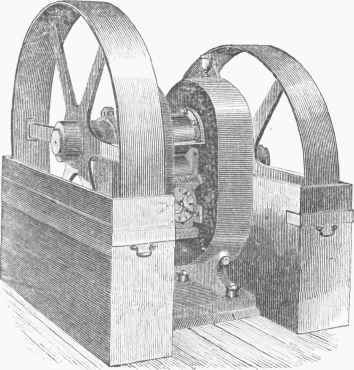
Fig. 4. - Hollers.

Fig. 5. - Drawing- Bench.
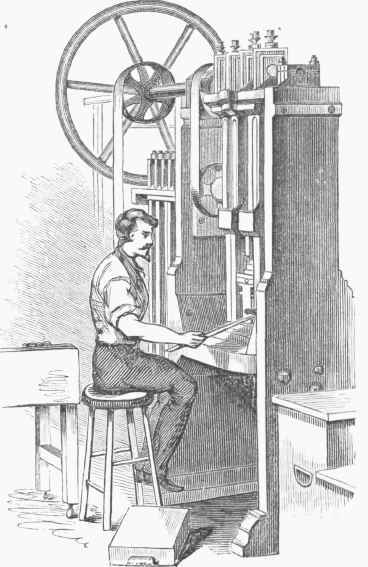
Fig. 6. - Cutting Press.
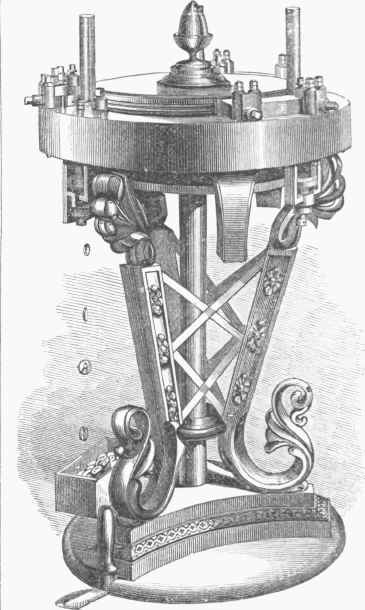
Fig. 7. - Milling Machine.

Fig. 8. - Coining Press.
ESTABLISHMENTS. | Gold. | Silver. | Total. |
Philadelphia mint.. | $24,880,453 | $3,060,829 | $27,947,282 |
San Francisco mint.. | 22.006,181 | 2,868,608 | 24.934.789 |
Carson mint.......... | 2,213.042 | 2,875.117 | 5.088.159 |
Denver mint......... | 962,804 | 26.969 | 989.773 |
New York assay office | 18,611.959 | 6,288,762 | 24,900.721 |
Charlotte assay office | 8.689 | 74 | 8,703 |
Boise City assay office | 112.460 | 1,792 | 114,258 |
The directors of the mint since its organization have been as follows: David Pittenhouse of Pennsylvania, July, 1792, to July, 1795; Henry De Saussure of South Carolina", July 11 to Oct. 28, 1795; Elias Boudinot of New Jersey, October, 1795, to July, 1805; Robert Patterson of Pennsylvania, July, 1805, to July, 1824; Samuel Moore of Pennsylvania, July, 1824, to July, 1885; Robert M. Patterson of Pennsylvania, July, 1835, to July, 1851; George N. Eckert of Pennsylvania, July, 1851, to April, 1853; Thomas M. Pettit of Pennsylvania, April to June, 1853; James Ross Snow-den of Pennsylvania, June, 1853, to April, 1861; James Pollock of Pennsylvania, April, 1861, to October, 1866; William Milward of Pennsylvania, October, 1866 (not confirmed by the senate); Henry R. Linderman of Pennsylvania, April, 1867, to May, 1869; James Pollock of Pennsylvania, May, 1869, to April, 1873 (date of reorganization of the mint); Henry R. Linderman, superintendent, April, 1873. - The present mint of France, which is a very complete and magnificent establishment, where probably the finest work of the kind in the world is done, was built in 1771 and the following years, and commenced work in 1775. In this mint, besides the operations connected with the public coinage and making of medals, the assaying of gold and silver is done for jewellers, who are obliged by law to have every article stamped before it can be sold.
The coinage of gold from 1850 to 1872 was of the value of 6,517,507,385 francs, and of silver during the same period 843,821,208 francs.
Continue to:
My Books

