The Story In A Pin. Continued
Description
This section is from the book "The Wonder Book Of Knowledge", by Henry Chase. Also available from Amazon: Wonder Book of Knowledge.
The Story In A Pin. Continued

The Whitening Room, where the Pins are Cleaned and Plated.
In the tumbling barrels the pins are cleaned and dried by tumbling in sawdust which has been heated in the ovens in the center background.
Since that time there have been many pin machines developed, each accomplishing the same result in slightly different ways. In each case a special stiff pin wire is drawn into the machine from a large hank, which is placed on a drum on the machine. The wire is first passed through a series of rapidly revolving, straightening rolls which take out all twists and kinks. The proper length of wire is fed into the machine automatically, and the end is gripped by a set of jaws. A small part of the end of the wire extends beyond the jaws. This is struck several rapid blows by a die called the header. After the head is thus formed, the wire is cut off to the proper length and is then ready to be pointed. It is now carried along by a shaft having a screw thread, and is made to revolve rapidly by a belt which passes over it. The end to be pointed passes over a series of coarse, medium and fine revolving files or cutters. The pin now drops into a pan, ready to be finished after being inspected.
In the finishing room, the pins are put into a revolving or tumbling barrel and are rolled in sawdust, which absorbs all the oil, leaving them clean and bright. They are now dropped through a blower, where the sawdust is separated from the pins. The whitening is done by boiling the pins in a large copper kettle, which also contains layers of grained tin and a solution of argol or bitartrate of potash. After boiling for five or six hours, they have a thin coating of tin, which gives them their silvery appearance. Again they are cleaned, this time being washed in clean water, then tumbled in strong soap water, and finally tumbled in hot sawdust to dry them. The pins are separated from the sawdust as before. From there the pins go to the sticking department, where they are stuck on papers as you buy them. The sticking machine is of a simple construction, but is wonderful in operation, and requires no attention by the operator, except to keep it supplied with pins and papers.
The pins are put into a vibrating hopper, which slopes slightly towards the sticking machine. The conductor from the hopper to the machine is made of two strips of steel, down which the pins, held by their heads, slide. They are taken from the conductor by a screw thread and fed to the carrier, which takes thirty pins at a time and places them in front of a set of thirty punches. They are then forced along thirty grooves in the steel clamps, which crimp the paper, and on through the crimp. Thus a whole row of pins is stuck at once. The paper is now advanced the proper distance, and another row is stuck. When the center of the paper is reached, after six rows have been stuck, the machine automatically spaces the paper so as to skip the space used for the brand name. Then six more rows are stuck, and the operator removes the completed paper and inserts another without stopping the machine. These papers are inspected to make certain that no poorly made pins have gotten by the former inspection, are rolled and packed, usually in boxes of twelve papers each.
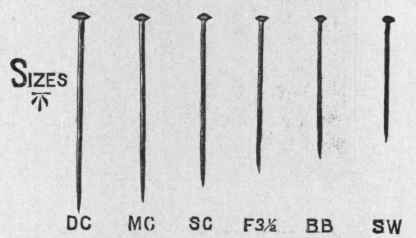
Pins today are made in many sizes from the 3 1/2-inch stout blanket pins down to the fine, slender, bronze pins used by entomologists, 4,500 of which pins make an ounce. Toilet pins are usually made in six sizes as shown in the illustrations. Besides the common or toilet pins, there are today numerous special bank and desk pins which are made to meet special requirements.
Pin production in the United States has reached a high stage of development. The number of pins made in 1914 reached the tremendous total of 25,000,000,000. These figures are almost too great for comprehension. If all the pin wire used for these 25,000,000,000 pins were in one piece it would go around the earth fifteen times.
Safety pins, hooks and eyes, and hairpins, are generally made by pin concerns. Each of these different articles require very ingenious machines. Many of them are almost human in their operation.
The popular name of the prominence seen in the front of the throat in a man is called the "Adam's apple" because of the story in the Old Testament, telling of the eating of the forbidden fruit of the tree of knowledge by Adam, a piece being supposed to have lodged in his throat where the bulge appears..
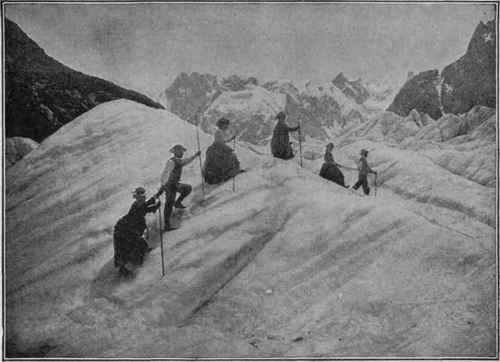
An Alpine Glacier.

The Mer de Glace The upper view shows the method of crossing a glacier. Each of the climbers is carrying an alpenstock, or staff with ice ax at one end and spike at the other. The lower view is the famous sea of ice in Switzerland..
MOUNT Rainier, Washington One of the largest glacial systems in the world radiating from a single peak is situated on this mountain in western Washington.

Continue to:
My Books

