Chapter XXXVI. Distillation Of Tar
Description
This section is from the book "Distillation Principles And Processes", by Sydney Young. Also available from Amazon: Distillation Principles And Processes.
Chapter XXXVI. Distillation Of Tar
Dehydration Of Tar
One of the greatest difficulties a tar distiller is faced with is the elimination of water, which, as already stated, is present in varying proportions. The tar is generally allowed to settle in large wells or tanks, from the bottom of which it is pumped into the stills. Its water content is thus reduced to anything below 5 per cent. Some tars cannot be even partially freed from water in this way, as an emulsion forms, and no separation takes place even after long standing. These high water tars generally contain a large percentage of free carbon, and the difficulty experienced with any individual tar in separating water by mere settling may almost be taken as a measure of its free carbon content. The cost of distilling out only a few parts per hundred of water is very considerable ; and in some cases it is as high as that of distilling off the remaining 30-40 per cent of volatile products.
Dehydration of tar may be carried out by mechanical means, such as are mentioned in the Patents of J. and R. Dempster (B.P. 3245, 1882), Kunuth (Ger. P. 15255), and many others. These mechanical separators are of little value except where small quantities have to be handled.
Centrifuging may also be employed for separating tar and liquor, and the difference in specific gravity makes this process very feasible. The mixture is fed into the machine at about 50° C, and the tar, being heavier, rapidly goes to the periphery of the machine, the liquor remaining in the interior. The two liquids are drawn off by pipes inserted into the revolving mass at suitable depths. Tar so dehydrated contains less than 1 per cent of water. This method can be very effectively employed with water-gas tar and is the only mechanical one that can be used for this particular emulsified mixture.
Chemical methods of separation have been tried, but none of them are of any practical importance. In one such method the watery tar is treated with chromic and sulphuric acids, when the heat evolved during the oxidation distils off without frothing the water and naphtha.
The universal practice is to heat the aqueous tar either by means of live steam, steam coils, or fire. Live steam has in the past been used fairly largely for the primary distillation of tar, but is now rarely employed except in a few instances in Scotland. In these cases, of course, super-heated steam is used, and together with the water some of the more volatile naphthas are distilled off, leaving a thick tar useful for road work, varnish, roofing felt, etc.
A plan most commonly adopted now for the separation of water is to charge the tar still up to a given height, and warm the contents to nearly 100° C, when the water commences to boil. At this stage the firing is discontinued, and, if necessary, the liquid is allowed to settle for a short time. It is found that nearly all the water now has separated, forming a layer above the tar. A small cock is fitted in the side of the still at the correct height, so that most of the water can be drawn off. Still better results can be obtained if a swing pipe is fitted with a raising and lowering rod connected to it and projecting out of the top of the still through a gland. It is found that, by this means, the majority of the water can be separated so that the amount that has to be distilled is small.
It is not necessary to say more here about the dehydration of tar, as the subject will be discussed later under the distillation proper. Confusion should be avoided in the use of the word dehydration, as it is very loosely employed in connection with tar. There are many plants existing which were erected for the manufacture of the so-called dehydrated tar. In effect these plants were intended for taking the water out of tar, but, generally speaking, are used for distilling out the water together with some naphthas and light oils that come over with the water, their primary object being the production of a tar suitable for road-spraying.
Intermittent Methods of Distillation
Description Of Stills
The plant used for distilling tar is the ordinary form of pot still. The variations in construction are legion and are dependent on the individual ideas of the distiller, although generally they follow certain broad principles. The best material to use is wrought iron, although mild steel is used in some cases with success. Cast iron would be an excellent medium from the point of view of its power of resistance to corrosive action, but it offers too great mechanical difficulties. For instance, it would be very difficult to cast a still large enough and perfect enough to be free from blow holes ; the capital cost would be too high, and, owing to the high temperature (300° C.) involved, there would be a liability for the metal to crack. When once this happened the still would have to be scrapped, as it is impossible to patch or repair cast iron satisfactorily.
Ordinary Tar Stills
Fig. 152 gives a diagram of an ordinary tar still. It will be noticed that no dimensions are given, as these depend so largely, again, on the individual distiller. Some prefer to work their stills over a period of several days ; others, on the other hand, like to have a small still and work it off in a day. Generally speaking, however, 15-20 tons is the usual capacity, although stills to take 10-12 tons are used entirely in some large works. On the Continent, however, 30-40 and even 50-ton stills are quite usual. A is the charging pipe for the raw tar, b the sides or shell of the still, generally of 1/2-inch thickness. Some makers recommend that the shell should be made of mild steel, although the remainder is of wrought iron.
This may be satisfactory in some respects, but at the join, which is a channel iron, where the crown or dome c is riveted to it, there must be severe strains, which are accentuated when the parts of the still are made of different metal, for the whole of the bottom of the still is subject to great changes of temperature. The bottom of the still is of about
§-inch thickness, and is in this concave form for many reasons.
There is a great saving of fuel, as it forms a large heating surface.
Again, the shape helps to take up expansions and contractions on heating and cooling between charges. The run-off pipe d can also be connected at the lowest point of the still, and yet be out of contact with the fire heat.
The run-off pipe is made of cast iron, and the cock is usually fixed outside the brick work. The channel iron K is made in the same thickness of metal as the crown. The one drawback to the concave bottom is that there is difficulty in cleaning out the still efficiently, and, unless precautions are taken, workmen will not see that the channel iron is properly chipped round the rows of rivets on each side of it. The top of the still, which is made of 5/8-inch plate, should not be high-pitched, but as low as convenient. It has connected with it the cast-iron vapour pipe e, safety valve f, cast-iron manlid G, and steam pipe h. This steam pipe is connected to the bottom of the still, where it is spread out in some sort of star formation, each branch pipe being perforated. In this way, as soon as the steam is turned on, the whole of the tar in the bottom of the still is brought into contact with small jets of live steam. The small connection and cock I is used for drawing off the water after the tar has been warmed as already described.
A thermometer pocket is frequently fitted either in the top of the still or in the vapour pipe, although it is more usual either to measure the fractions collected from the tar, or to estimate their composition from their specific gravity.
The manhole should be large enough to admit a man easily, as the still has to be frequently cleaned out, for the life of a still is largely dependent upon this. It only needs one or two charges to be worked on a dirty still for dirt and foreign matter to get burnt on the bottom, when the iron assumes a brittle crystalline form and will very shortly crack. This means either that a new plate or sometimes a new bottom must be put in.
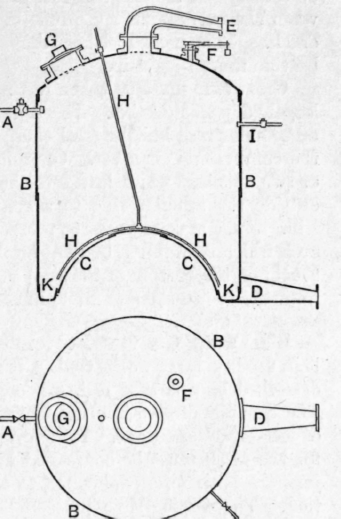
Fig. 152. - Ordinary Tar Still.
A, charging pipe; B, sides or shell; C, crown or dome; D, run-off pipe; E, vapour pipe ; F, safety valve ; G, manhole ; H, steam nine : I. water run-off pipe ; K, channel iron.
Great care must be taken in the setting of the still, as its efficiency largely depends on this. The usual plan is to rest the channel iron on an annular ring built several courses high and sprung from the floor of the combustion chamber. Opposite to the fire bars and door are one or two openings which lead into the flues which circle round, above and outside the annular ring to a convenient height up the sides of the still. Some makers prefer to protect the bottom of the still by a curtain arch which is simply a body of brickwork (covering, but not necessarily touching, the bottom of the still) through which there is an arch leading from the fire to the flue inlets in the annular ring.
Continue to:
My Books

