Further Distillation And Rectification Of Primary Fractions Of Tar. Part 2
Description
This section is from the book "Distillation Principles And Processes", by Sydney Young. Also available from Amazon: Distillation Principles And Processes.
Further Distillation And Rectification Of Primary Fractions Of Tar. Part 2
Cresols
These are recovered from the liquor from the fractional crystallisation of phenol, and also in the crude form when washed out of the tar oil with caustic soda. In the second case they are mixed with higher homologues such as the xylenols and cumenols. The cresols are present as a mixture of the three isomers in proportions varying according to the source of the tar; but averaging approximatelyOrtho-cresol 40 per cent (b.p. 191°). Meta-cresol 35 per cent (b.p. 203°). Para-cresol 25 per cent (b.p. 202°).
It will be seen by the boiling points that the separation of the three by distillation is impracticable, although the ortho can be isolated from the other two by this means. Many methods of separation have been attempted and they are all based on the principle of making crystallisable salts or sulphonation or nitration products, separating these, and reconverting to the original cresol. But the best results are obtained if the mixture is first fractionated, when most of the ortho can be separated, and the residue can then be treated for the separation of the remaining two isomers.
Raschig's Still For Phenol And Cresols
Probably the firm that, prior to the war, made more pure phenol and cresols than any other in the world was Raschig of Ludwigshafen. Raschig describes1 an apparatus for the preparation of carbolic oils. It is shown in Fig. 160, and is simple in structure and principle, except that the distillation is carried out in vacuo, but the distillate collected under atmo spheric pressure. Raschig maintains that to distil tar acids and tar oils containing acids in vacuo is distinctly advantageous, as decomposition, that would be likely to occur under atmospheric conditions, is avoided. Also, by using some such plant as the above, the necessity of observing the course of the distillation is obviated, as the exact flow from the still can be seen and also average samples of the distillate at any time can be accurately taken.
1 Raschig, Zeilschrift f. angte. Ch., 1915, 84, 28.

Fig. 160. - Raschig's Still for Phenol and Cresols.
A is the still; B is the wide tube which carries the vapour to the column ; C is the lower part of the column with back flow tube; D leads the con-iensed oil back into the still; E is the column which is filled with Raschig rings, which are carried on a perforated plate F at bottom ; G is the de-phlegmator, which can also be fitted as a worm condenser ; H shows the stream of condensing water; K is the condenser with the worm (I); L is the connection with the vacuum pump ; M is the fall tube for the distillate; it must be 39 feet long from L to a point O where the distillate runs out from the top of the receiver N.
The column is 45 feet in height, and is packed with Raschig rings, which are simply sheet iron ferrules about 1 inch long by 1 inch diameter. The apparatus is simple and ingenious, but could probably be greatly improved by the use of a good seal and bubbling column instead of the packed column, for the reasons given in the next chapter.
The Separation of Naphthalene To proceed with the separation of the products in Fraction 3.
Crystallisation
Fraction No. 3. - It is now necessary to crystallise out the naphthalene. The fraction has been washed practically free of all tar acids, so that the oil, on cooling, will more readily throw out the naphthalene. The quantity that will crystallise is, of course, dependent on the amount present and the saturation of the oil. The solubility very rapidly decreases as the temperature is lowered, and the oil is therefore cooled as much as possible. Ordinary atmospheric conditions are usually suitable and due advantage is taken of winter temperatures. It is sometimes advisable to use refrigerating plant where special creosote oils free from naphthalene are desired. After the oil is cooled it is run off from the crystals, which are dug out into conveyors which carry them to the drying house.
The drying is done in several ways, the crudest and simplest method being to allow the crystals to remain in a heap for the oil to drain out, when they still contain 10 to 15 per cent of oil. To free the salt more completely from oil, pressing or centrifuging is employed. The latter is the more usual method of dealing with the naphthalene, and a product is obtained containing only a small percentage of oil. On the other hand, if quite dry crystals are required, horizontal presses supplied with steam jackets must be used. By either of these two methods naphthalene is produced which has a melting point of 77° to 78° C. (pure naphthalene melts at 79.7° C).
Pure Naphthalene
Washing
Pure naphthalene is prepared and marketed in various forms, such as "crystal" or "flake," or moulded forms like " balls," "candles," "moth-block," etc. In every case it is necessary to wash the crude naphthalene with concentrated sulphuric acid, water, caustic soda, and finally with water. The washing is carried out in cast-iron or lead-lined washers supplied with the usual form of agitating gear, and steam-jacketed or provided with steam coils to keep the naphthalene in a molten state.
Redistillation
To obtain crystal naphthalene the washed crude has to be redistilled. In this case very little fractionation is required, so that a column to the still is not necessary. The distillate is run into pans, and, when cold, dug out and packed ready for the market. Care should be taken in this distillation to see that no blocking takes place in the condenser coils ; the condenser water must therefore be kept hot enough to prevent solidification.
Sublimation
The flake naphthalene is more difficult to manufacture, as the washed substance has to be sublimed from a pan or some open vessel into large chambers. Fig. 161 shows a useful plant for making this product. The plant is arranged in such a way that it can be worked continuously, the sublimed product being raked out of the subliming chambers from time to time through the trap-doors. The heating medium shown in the diagram consists of steam coils, but in some cases fire heat is found more suitable. The sides of the chamber slant inwards and are made of light material such as galvanised iron on wooden beams. By gently tapping the sides from the outside the naphthalene will slide to the bottom where the trap-doors are fixed. The process is naturally a very slow one, but the output is very considerably increased by working the plant continuously, and the very unpleasant task of cleaning the chamber out (which is necessary in an intermittent plant) is avoided. The walls of the chamber can be made of any suitable material that will not chip or leave any foreign material in the naphthalene. An ordinary brick building with the inside plastered with a good smooth cement plaster meets the requirements. Precautions should be taken against fire and explosion, for although naphthalene is not inflammable at ordinary temperatures, a mixture of it in a finely divided state with air may certainly be explosive. For this reason no light should be brought near the building, nor should workers be allowed inside the house unless wearing rubber shoes. No iron implements like shovels should be allowed.
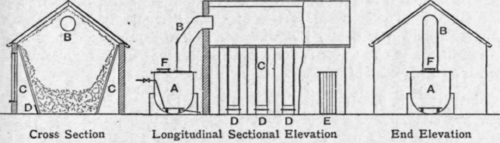
Fig. 161. - Naphthalene Sublimation Plant.
A, naphthalene pan with steam coil; B. uptake to subliming house ; C, slanting settling sides; D, extracting doors ; E, entrance to extracting chamber ; F, charging manhole.
The candles, balls, and other moulded forms are generally made from the crystals, but may, if necessary, be cast from the flake naphthalene. In either case the process is simple, and consists of melting the pure material, running it into the desired moulds, and pressing it out when cold and solid.
Fraction No. 4. - This contains chiefly creosote oil, but, as mentioned in the last chapter, it is sometimes advisable to start collecting this fraction a little earlier so that Fraction No. 3 is then richer in tar acids. In this case the fourth fraction can with advantage be redistilled, to collect a small first runnings fraction again containing a fairly high percentage of tar acids and all the phenol. By this means slight expense is entailed by the additional distillation, but it is saved by having a cleaner oil to wash and less bulk of oil to treat with caustic soda.
The distillation is carried out in iron stills similar in all respects to the tar pot stills, with a fractionating column attached. Here again the type and. efficiency of the column employed are of great importance.
The redistillation of the creosote is in no way different from the other distillations, and needs no further description. It presents, however, one slight difficulty, in that there is always a certain amount of trouble in distilling off the water. Arrangements are generally made for sweating this off direct down the still-head pipe, and passing the vapours into the column after the water is removed. Difficulties will be experienced if it is attempted to work the whole distillation through the column. The creosote fraction off the tar frequently has a specific gravity nearly approaching that of water, so that troublesome emulsions are formed and the water is difficult to separate. Quite frequently as much as 5 per cent of water has to be distilled off.
Fraction No. 5. - It is not usual to redistil this fraction except in a few instances where a special heavy yellow oil is required. In these cases the ordinary pot tar still is used, and the amount taken off is regulated to suit the specification of the required oil.
Steam Distillation
All the hydrocarbons occurring in the distillates from tar may, if desired, be distilled by means of steam. The use of steam for distilling the anthracene oil has already been mentioned, and this is generally the only fraction that is dealt with in this way. No particular economy or advantage is gained by using steam except in cases where decomposition is liable to commence or where high temperatures would otherwise have to be dealt with.
The effect of using steam is simply to lower the temperature at which the mixture distils, whereby decomposition is either prevented or hindered. Also by keeping down the temperature in this way wear and tear on the stills is reduced.
The steam distillation is carried out in the ordinary way, and the only precautions that are necessary are to see that the steam is dry, and that it is introduced into the contents in several places, so that intimate admixture of steam and oil and good agitation are obtained. The external heat on the stills should also be sufficient to avoid condensation of steam. Steam distillation can be used with great success for the prevention of "bolting." For instance, when, by careless firing, the tar in an ordinary distillation bolts or boils over, the trouble can often be quickly overcome by letting in live steam through the perforated pipes as shown in Fig. 152. The result is a rapid reduction of the temperature of the still contents, when the distillation again proceeds in a normal manner.
Anthracene
The separation of the anthracene is similar in many respects to that of the naphthalene. The oil is cooled and the solid anthracene collected in filter presses. The filter cake is further dried by hot pressing or centrifuging, and the resulting dark green semi-crystalline mass contains about 40 per cent of pure anthracene.
Continue to:
My Books

