Molding Tools. Flasks. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Molding Tools. Flasks. Continued
Rammers
Rammers are used for evenly and quickly packing the sand in the flask. One end is in the shape of a dull wedge, -called the peen end, the other is round and flat called the butt end. Of the rammers shown in Fig. 8, a is the type used on bench work; b is a floor rammer having cast heads and wooden shaft; c shows a rammer made up in the foundry by casting the heads on the ends of an iron bar; d shows a small peen cast on a short rod - this is convenient for getting into corners or poekets on floor work.
Pneumatic Type
In shops equipped with compressed air a pneumatic rammer, as shown in Fig. 9, is sometimes used to butt off large flasks, and for ramming loam molds in pits.
Finishing Tools
Holders' tools are designed for shaping and slicking the joint surfaces of a mold and for finishing the faces of the mold itself. Excepting the trowels, they are forged in one piece from steel. The trowels have steel blades and short round handles which fit conveniently into the grasp of the hand. All of the tools are ground slightly crowning on the bottom, and they are rocked just a little as they are worked back and forth over the sand to prevent the forward edge cutting into the surface of the mold.

Fig. 8. Rammers.
Of the sixty or more combinations of shapes on the market, the few illustrated represent the ones most commonly used in jobbing shops.
Trowels
Trowels, Fig. 10, are used for shaping and smoothing the larger surfaces of a mold. The square trowel a is convenient for working up into a square corner, and the finishing trowels b and c are more for coping out and finishing along the curved edges of a pattern. Trowels are measured by the width and length of blade.
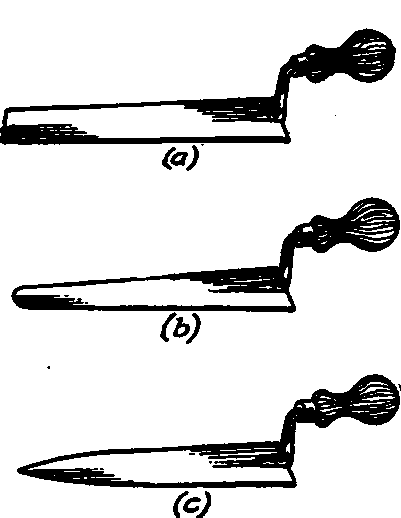
Fig. 10. Trowels.

Fig. 11. Slicks.
Slicks
Slicks are designated by the shape of the blade and the width of the widest blade. In Fig. 11, a is a heart and leaf; b is a leaf and spoon; c is a heart and square; and d is a spoon and bead. These are in sizes of 1 inch to 1 3/4 inches. They are used for repairing and slicking small surfaces.
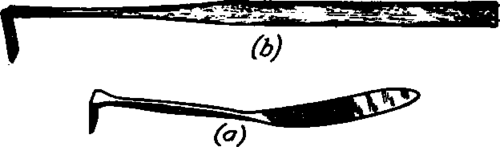
Fig. 12. Lifters.
Lifters
Fig. 12 shows lifters used to clean and finish the bottom and sides of deep narrow openings; a is a floor lifter, made in sizes from J- by 10-inch to 1- by 20-inch; b is a bench lifter, the sizes of which vary from 3/16 inch to J inch wide.
Corner Slicks
Fig. 13 shows at a and b inside and outside square-corner slicks, made in sizes of 1 to 3 inches; c is a half-round corner, widths 1 inch to 2 1/2 inches; and d is a pipe slick made 1 inch to 2 inches. This style of tool is mainly used on dry sand and loam work.
Swabs
Swabs are used to moisten the edges of the sand about a pattern before . drawing it from the mold. This foundry swab is a dangerous though useful tool. Its danger lies in the too free use of water around the mold, which may result in blowholes. A good swab for bench work is made by fastening a piece of sponge, about double the size of an egg, to a goose quill or even a pointed hardwood stick. The point will act as a guide and the water may be made to run or simply drop from the point by varying the pressure on the sponge.
Floor swabs, Fig. 14, are made from hemp fiber. They should have a good body of fiber shaped to a point, and should be made about 12 inches or 14 inches long. They will take up considerable water and deliver it from the tip of the point. In heavy work the swab is trailed lightly over the sand like a long bristled brush. Vent Rods. Vent wires are used to pierce small holes through the sand connecting the mold cavity with the outside air. For bench work a knitting needle is the most convenient thing to use. It should have a short hardwood handle or cast ball on one end. Select a needle as small as possible, so long as it will not bend when using it.
Fig. 13. Square Comer Slicks.
Fig. 14. Floor Swab.
Fig. 15. Vent.
Heavy vent rods are best made, as shown in Fig: 15, of a spring steel from 3/16 inch to 1/2 inch with the pointed end enlarged a little to give clearance for the body of the rod when run deep into the sand.
Draw Sticks
Draw sticks are used to rap and draw patterns from the sand. In Fig. 16 are shown three kinds: a is a small pointed rod 1/4 inch to 3/8 inch in size, which gets its hold by simply driving it into the wood of the pattern; b is a wood screw welded to an eye for convenience; c is an eye rod with machine-screw thread, which requires a metal plate let into the pattern. The plate is called a rapping plate and is made with separate holes not threaded, into which a pointed rapping bar is placed when rapping the pattern, thus preserving the threads used for the drawbar.
Clamps
In pouring, the parts of a mold must be clamped by some method to prevent the pressure of the liquid metal from separating them, causing a run-out. For light work a weight such as shown in Fig. 17 is the most convenient. This is simply a plate of cast iron 1 inch to 1 1/2 inches thick, with a cross-shaped opening cast in it to give considerable liberty in placing the runner in the mold. The weights are from 15 to 40 pounds, according to size of flasks.
Floor flasks are fastened with clamps made of cast iron which are tightened by prying them on to a hardwood wedge. In Fig. 18 is shown how the wedge may first be entered and how the clamping bar is used to firmly clamp the flask. For iron flasks used in dry-sand work the clamps are very short, as only the flanges are clamped together, as may be seen in Fig. 4. In that connection iron wedges are used instead of wood. Often the iron bottom board is clamped on and the joint flanges bolted together before pouring.
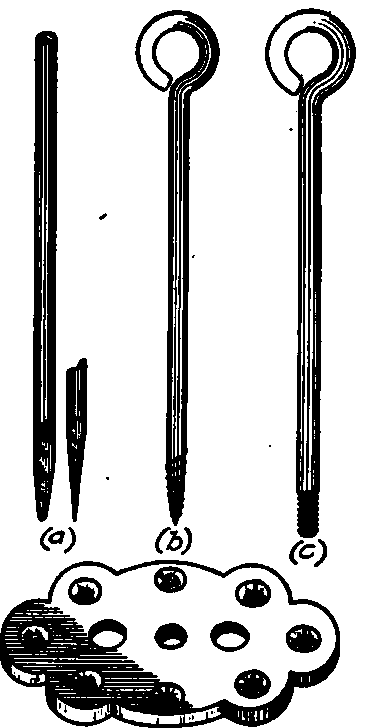
Fig. 16. Draw Sticks.

Fig. 17. Weight.
Continue to:
My Books

