Chapter XVIII. Casing And Conduits
Description
This section is from the book "Modern Buildings, Their Planning, Construction And Equipment Vol3", by G. A. T. Middleton. Also available from Amazon: Modern Buildings.
Chapter XVIII. Casing And Conduits
(Contributed by H. Y. Margary)
Having discussed the general arrangements of wires in a building, it is now necessary to describe the various methods of fixing the wires. These depend upon the nature of the wire and the conditions under which it is to be fixed. Wires which have an outer covering of lead drawn over them are frequently fixed by means of wood cleats, or small metal staples or straps nailed to any convenient woodwork. This method, of course, would only be used where appearance is no object, or where the wires could be successfully hidden by projecting mouldings.
Casing
By far the most usual method of fixing wires is that of casing them, the wires being run in grooves formed in strips of wood fixed to walls or ceilings and covered with other strips of wood called capping, as shown in Fig. 151. The advantages of this system are that the casing is easily fixed, the wires can be easily inserted in the casing, and can be easily repaired when necessary. It is also very cheap, and offers sufficient mechanical protection to the wires when it is not subjected to rough wear.
When lining is required in damp situations, or subjected to rough wear, or where its appearance would destroy the general scheme of decoration, it cannot be used, and the wires would be concealed within the wall in steel conduits as hereafter described. Casing is usually made of American white wood, and that only should be used which is free from knots and shakes and possesses a good straight even grain. The capping should not be too thin, especially when of narrow widths, else it will warp, causing unsightly joints and exposing the wires.
Casing is usually made with too grooves, and varies from about 1 1/4 to 6 inches wide, the grooves being of a suitable width to take the various sizes of wires in common use (see table, p. 180). One wire only should be placed in each groove, but very frequently several wires are placed in one groove, or "bunched" as it is called. When this is done, however, the wires should be of the same polarity, so that any flaw in the insulation may not cause a short circuit. Where a number of wires are to be carried in one position, casing is sometimes made with a suitable number of grooves, but more often the necessary number of grooves is provided by fixing several rows of casing side by side. The grooved portion of the casing is usually fixed with nails or screws to plugs or fixing blocks, and the capping is always screwed on so that it can be easily removed when necessary. The screws are usually fixed at a distance of from 18 to 20 inches apart, and when the casing does not exceed 2 inches in width they are placed at the centre, as shown in Fig. 151. For larger sizes of casing the capping is fixed with screws inserted at both edges.

Fig. 151.
Before the wires are inserted in the grooves the casing should be thoroughly well varnished with shellac varnish, especially where joints or mitres occur. The standard sizes of casings and the grooves suitable for standard cables are given in Columns 12 and 13 respectively of the table on page 180.

Fig. 152.
Where angular junctions occur the portions of casing should be neatly mitred together (see Fig. 152), and the grooves should be rounded off with a sharp chisel so that there may be no sharp edges for the wires to chafe against, and the wires may follow an easier curve. When a tee junction has to be formed in the casing, as, for instance, to bring the wire down to a switch or wall bracket, a double mitre is formed, as shown in Fig. 153. The capping is usually moulded in such a manner that these mitres make the mouldings mitre properly, as shown in Figs. 151 and 152, and when two lines of casing cross one another a double tee joint similar to that shown in Fig. 153 is sometimes used. This is considered by many to be a bad practice, for although it keeps the joint neat and level, it invariably necessitates the crossing of wires of opposite polarities. To avoid this one line of casing is bridged over the other, as shown in Fig. 154.

Fig. 153.
Conduits are tubes of papier-mache brass, or steel used for protecting the conductors of an installation. The system explained here is the "Armaduct" steel conduit, as this is one of the best forms at present on the market. The tubes are made in six different varieties, known as "Standard," "Extra heavy,"
"Seamless," "Seamless extra heavy," "Ordinary close joint," and " Galvanised."
"Standard" is welded mild steel tube, and is of such a nature that it can be readily bent or threaded at the ends. Steel tubes of this class are cleaned by a patent process, and coated inside and out with a superior insulating flexible moisture and acid-proof enamel, which preserves the metal from rust and oxidation, and prevents its corrosion by the acids and alkalies contained in plaster and cement. The enamel has such tenacity that it does not flake or chip when the tube is bent, and decorative paint can be applied to it without discoloration. The interior of the conduit is treated in such a manner that it has a gun-barrel smoothness, which enables the conductors to be drawn in without abrasion of the insulation.
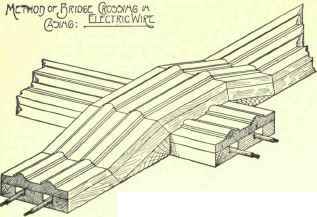
Fig. 154.
The "Extra heavy" quality is identical with the "Standard," with the exception that the gauge of the metal is that of "Standard gas barrel," namely, 14 to 9 S.W.G. This is employed for work subject to very heavy wear, or in very damp situations, such as docks and harbour work, iron works, foundries, chemical works, ice-making and cold-storage plants, breweries, laundries, and underground work. The "Seamless" quality is identical with the "Standard" in gauge and finish, but steel tube of the solid (cold) drawn quality is used in its manufacture. Solid tubes of this quality find favour with many consultants. The "Seamless extra heavy" quality is identical with the "Extra heavy" quality, but is manufactured from solid drawn steel tube.

Fig. 155.
The "Ordinary close joint" quality, as its name implies, is tube made from steel plate, with the joint or seam made as close as possible without welding. It is finished and enamelled similarly to the other qualities, but can only be used in dry situations.
Galvanised steel tube finds favour with some engineers, so this class of conduit is manufactured to meet the demand.
It will be seen, therefore, that conduits may be obtained to suit practically all possible conditions.
Coupling Sockets
Lengths of steel conduits are connected together by means of steel coupling sockets of either of the patterns shown in Fig. 155, where it will be seen that one description of socket is made in two pieces, so that it can be taken off and the wires withdrawn from the conduit to repair the insulation, or to draw in more wires at any time, or they may be used in positions where it is difficult to screw the lengths of tube into them.
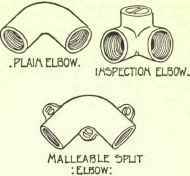
Fig. 156.
Elbows
When conduits have to be carried round angles the tubes themselves may be bent, if the curve is a gradual one, but when the curve is sharp elbows as shown in Fig. 156 are used. These may be either plain, split, or may have a third limb cast on to them so as to facilitate the drawing in of the cables. The third limb is closed by a removable screw plug.
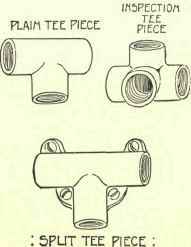
Fig. 157.
Tees are also made of the plain, split, and inspection type, as shown in Fig. 157.
Drawing In The Wires
There are two methods of drawing in the wires: one where the whole system of conduits is first fixed in position; and the other where the wire is drawn into sections of the conduit as the fixing of the conduit proceeds.
When the whole system of conduit is fixed in position, some means of drawing the cables into tubes must be afforded. This is done by fixing draw-in boxes, such as shown in Fig. 158, or Junction boxes as shown in Fig. 159, at suitable places. At A, Fig. 159, is shown the ordinary type of junction box, while at B the knock-out type is shown. The latter type is used where it is proposed to extend the wiring at some future time, and it will be seen from the figure that some of the holes in the sides of the box are stopped up with thin discs of metal C, which may be knocked out and the hole threaded for the insertion of a tube.
When the cables are drawn into sections of the circuit the method is as follows: - One length of conduit is fixed and the whole of the cable is drawn through it by means of strings or wires inserted in the tube before fixing. The cable is then drawn through the next length of tubing, and the tube is then fixed in position; and this is repeated until the whole system is complete.
The conduit is fixed to the walls by means of staple or metal straps, and it may be exposed where appearance is of no object, or concealed beneath the plaster when it is desirable to hide it. In the larger sizes of conduit, chases have to be cut in the brickwork to keep them below the surface of the plaster face.
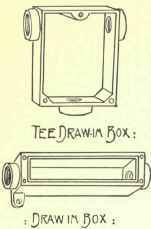
Fig. 158.
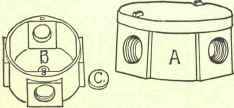
Fig. 159.
Ceiling Roses And Switch Boxes
Special steel boxes are made for the reception of ceiling roses, switches, and other fittings. Fig. 160 illustrates two patterns of ceiling rose boxes, and Fig. 161 shows two patterns of switch boxes. All these fittings form suitable openings from which to draw in the cables. The covers of fitting boxes are of two kinds: one is screwed in by means of screws, while the other has a thread cut upon it which screws on to a corresponding thread on the base of the box.
Water-tight Fitting Boxes are made for use in very damp situations, of which Fig. 162 is an example. Fittings for conduit systems may be obtained to suit all possible requirements.

Fig. 160.
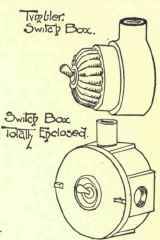
Fig. 161.
Distribution Boxes
The fuses in a conduit system are usually grouped together, and enclosed in a special box called a distribution box, of the type shown in Fig. 163. These are made with any number of entrance holes to suit all possible conditions.

Fig. 162.
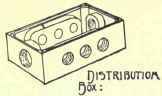
Fig. 163.
Continue to:
My Books

