Chapter IV. Soldering And Sweating With The Torch
Description
This section is from the book "Soldering For Workshop, Farm And Home", by John Bonert. Also available from Amazon: Soldering For Workshop, Farm And Home - Information On Soft And Hard Soldering - Projects For The Workshop Explained And Illustrated.
Chapter IV. Soldering And Sweating With The Torch
Soldering objects which are made of sheet metal or light tubing does not draw such a great amount of heat from the soldering copper, but when heavy pieces are to be tinned the heat of the copper would be exhausted before the work would melt solder. The torch or flame is sometimes used to preheat such heavy objects before the copper is used. Such objects as large lugs on electrical wires, pipe nipples of brass used where lead pipe is to be joined by screw thread to brass or iron pipe, large copper tubing used as water pipe and many others are best heated by a flame. If a large area is to be tinned where the heat must be held over a large surface a flame must be used. A gasoline blow torch is very handy for this work as it can be taken to the job where gas is not available. The small Prest-o-lite tank which is acetylene gas is also very good for this work. In the shop the Bunsen burner or blow pipe shown in Figure 26 is most convenient.
For soldering wire splices the electrician's alcohol torch is very good. This torch generates its own pressure and throws out a very hot blue flame. The beginner must be warned never to apply a flame to a gasoline tank or can, in fact any container which has contained a combustible liquid. Even an empty tank or can may explode if any fumes or gases remain in the container. Before the flame is applied the tank or can should be well aired by blowing to force out all gas that remains. All places to be soldered should be cleaned and fluxed before the flame is applied. The flame is directed on the work and when it will melt solder it should be taken off. As the work cools a little the flame is again applied. When the soldering is completed it should have a smooth bright appearance. Don't forget that dab of tallow for a nice finish.
The installation of copper tubing in a plumbing system is done by sweating instead of screw threads. This tubing is easy to solder and it can be done by anyone if instructions are followed. All connections are soldered with the exception of where the tubing is coupled up to fixtures, supply pipes or tanks. For this purpose there are fittings made for tubing to meet threaded fittings. The fittings are made in all the various combinations that can be had with screw thread fittings. The elbows are made of the same metal as the tubing but the other fittings are made of cast brass. The tubing comes in 10' lengths. The cost of this installation is very little more than with galvanized iron pipe. A little information that will be welcomed by anyone contemplating this job is given for ordering tee fittings in Figure 12.
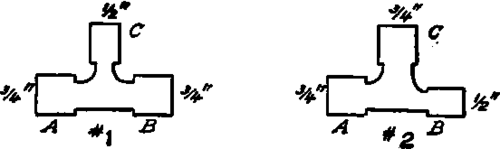
Figure 12.
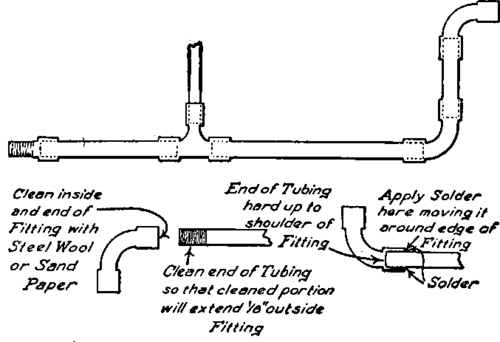
A and B indicate the straight run, and C indicates the branch. In ordering tee Number 1, Figure 12 it would be A first, B second and C last, as 3/4" x x 1/2". In ordering tee Number 2, Figure 12, it would be x 1/2"x 3/4"- Radiator valves, stop-cock and drain valves can also be had for solder connections to copper tubing. The tubing is cut with a hacksaw. When setting up the tubing it can be fastened in position in a temporary manner by wire ties until the sweating has been finished, when permanent fastenings can be made. Figure 13 shows a demonstration set-up of tubing and fittings. Also information on cleaning.
The best flux to use for this work is non-corrode soldering paste. Half and half solder in solid wire form is needed. Do not use solder composed of 60% lead and 40% tin. The solder for this work must be rich in tin because it will have to sweat into the joints to make them tight. It is good practice not to prepare more than six fittings for soldering at one time. The cleaned joints should never be left over night before sweating them. As soon as the cleaning has been done on each fitting and tube apply the soldering paste to keep the air from coming in contact with the cleaned surface. After cleaning the tubes and fittings and applying the flux the joints are slipped together and lined up in their permanent position with temporary ties of wire. If the joints will be in accessible places the assembly can be permanently secured with either wire ties or straps made of sheet copper strips. Be sure the end of the tubing enters the fitting all the way to the shoulder. Before setting up the joint look the cleaned surface over carefully for on this cleaning depends the success of tight joints. Unions need not be used with copper tubing as the joints are easily taken apart by simply heating them enough to melt the solder. Figure 13 shows a cross section of a joint ready for soldering. It shows where solder is applied. The solder will sweat into the joint and completely fill the space between the fitting and the tubing even though the fitting is in a vertical position. It is not necessary to tin the joints before they are placed together. The heating and soldering is continued until the solder can be seen to close the opening all around the tubing. Precaution must be taken not to move or jar the joint before it has cooled as the least movement will result in a leaky joint.
FlGURE 13.
Continue to:
My Books

