Chapter V. Hard Soldering Or Brazing
Description
This section is from the book "Soldering For Workshop, Farm And Home", by John Bonert. Also available from Amazon: Soldering For Workshop, Farm And Home - Information On Soft And Hard Soldering - Projects For The Workshop Explained And Illustrated.
Chapter V. Hard Soldering Or Brazing
The information and practice which has been gone through up to now has been on soft soldering. This means that the solder used has been a comparatively soft metal. Some information will be given on hard soldering in this chapter. Hard soldering means uniting metal with a solder of harder metals than are used for soft soldering. Hard solders are usually alloys of silver, copper and zinc. Hard solder makes a stronger joint than soft solder and must be used where the soldered joint will be subjected to much heat. The heat would melt soft solder while hard solder has to become red hot before it will melt. To do a job with hard solder the work and solder must be red hot. The same principle applies to hard soldering as soft soldering. The metals to be united must have a higher melting point than the solder.
The procedure is the same as in soft soldering except that for some work the flux and solder are placed in position before the heat is applied. First, the surface to be joined must be perfectly clean. Second, the flux and solder are applied. For some work such as butt brazing it is better to feed the solder after the work is heated. Third, the work is heated. Borax is the flux most generally used for brazing. The borax may be used in dry powder form or it may be dissolved in hot water to make a saturated solution. This solution is applied with a small brush before the work is heated. The borax in powdered form can be applied with the small scoop after the work is heated. Figure 17 shows a small scoop or shovel for applying borax.
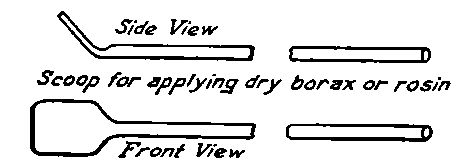
Figure 17.
For small work the Bunsen burner with the blow-pipe head shown in Figure 26 or the gasoline blow torch are suitable. For real small work such as articles of jewelry or small chain links the heat of a candle flame used with a mouth blowpipe and a charcoal backing will do.
For large work the Oxy-Acetylene flame or forge should be used. The flame for brazing should be a non-oxidizing flame. Under the subject "Heating the Copper" it was explained that the hottest part of the flame is just beyond the non-heating light blue cone. If the work is not too large it can be heated with a gasoline blow torch using a charcoal backing. The Prest-o-lite torch is ideal for work up to in diameter. Heavy work should not be tried unless the facilities for heating are at hand. A forge which is used on many farms will heat larger work but the preparation requires more care. The flux and solder will have to be placed in the joint and the parts secured so they will be firm during the heating process. Some work can be bound with iron wire or it may be possible to fasten the work with temporary screws or bolts. The work is heated to a cherry red and when the flux and solder are seen to run freely and fill the joint the work is removed from the fire and allowed to cool. Be sure not to jar the work before it has cooled. For this forge brazing the flux and solder are combined and are called "Spelter." The flux and solder are combined for convenience in filling the joint. When the work is finished the tie wire or any screws or bolts brazed to the work can be filed or ground away. This brazing of large work in the forge is not advised until some experience has been acquired by brazing with the flame and brazing yoke.
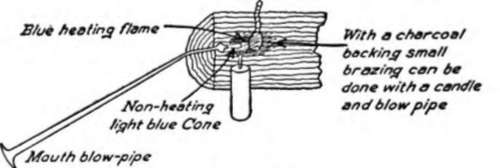
FIGURE 18.
Three methods of brazing will be shown. Butt, lap and cleft brazing. The craftsman who has occasion to use a band saw in the shop often has the annoying experience of a band saw breaking. A knowledge of lap brazing will enable him to join his saw where it has parted. The job will only take a short time and he is on with his work again. By following instructions carefully this is not such a difficult job. There are many articles which can be brazed by this method. Butt brazing is used where the work is to be joined end to end such as chain links where the joint will not be subjected to bending, the stress of which would soon break the joint.
The lap or cleft joint are stronger joints because more of the surface is joined. The writer has brazed tines on hay and manure forks and they have given good service. Many such tools on farms are disposed of for the loss of a tine where a brazing job would save the expense of buying a new tool. The job depends a good deal on how the work is held or supported. The soldering and brazing yoke shown in Figure 25 is ideal for holding small work. The beginner had best start with small practice work to acquaint himself with the procedure and the heat required. The flux and solder will not flow and fuse on the surface if the work is not red hot. The following table will be of some help to the craftsman in judging the heat of his work. The figures are reasonably accurate.

Figure 19.
Fahrenheit Scale
First visible red | 900 |
When work appears dull re | 1200 |
Cherry red | 1400 |
Light cherry red | 1600 |
Continue to:
My Books

