Introductory. Part 6
Description
This section is from the book "Evolution Of The Machine Shop", by James Hartness. Also available from Amazon: Evolution Of The Machine Shop.
Introductory. Part 6
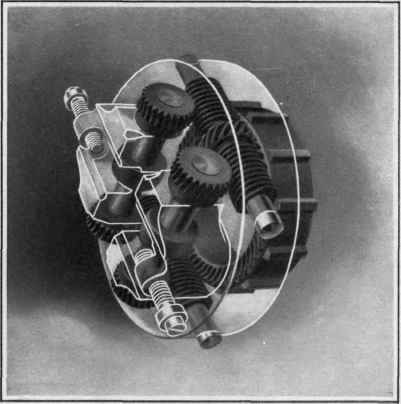
Automatic Chuck
(patented)

The automatic chuck and roller feed handle the rough bars of round, square, octagon, hexagon and flat stock, presenting a new length and gripping it while the machine is running.
The automatic chuck is one of the essential features of the machine in its equipment for turning work from full lengths of bars. Its strong and unyielding grip gives a rigid presentation of the work, which is of paramount importance.
The jaws are of unbreakable form and may be readily made for any size or shape of material within the spindle's capacity.
All sizes, from 2 1/2-inch down to 1/2-inch in the 2 x 24 machine, and from 3-inch down to 1-inch in the 3 x 36 machine, and any of the above-mentioned shapes, may be held by the jaws furnished in automatic die outfits of tools.
Special attention is called to the superior construction of this chuck for handling rough bars of stock.
This chuck is used in connection with the roller feed, which is described on the next two pages.
Roller Feed
Stock-Feeding devices come and go, but this, the original revolving roller feed, seems destined to stay. Each year something new is tried, only to be found unsatisfactory. As the matter stands now, there seems to be no other suitable power roller feed obtainable.
Roller Feed

Roller Feed.
The roller feed pushes the bar through the spindle and chuck till the end strikes the stock stop on carriage; then the rolls slip till the chuck is closed. It is started into action by the same lever and motion that opens the chuck. Its friction rolls are held in contact with the bar of stock by stiff springs. It is the only roller feed that is actuated by the power of the machine, for feeding round, square and hexagon bars.
Turners And Cutters Outfit D
This turner is the result of the natural development of the original turner around which the Flat Turret Lathe was designed.
Experience has proven that this cutter and means of holding and adjusting it are the best.
The present turner is provided with a double adjustment for both the cutter and back rest, but it has lost none of its original convenience and simplicity, and may now be used for turning only one diameter without any inconvenience from extra adjustment.
We retain our quick means for withdrawing the cutter and back rest for opening the turner when passing over a larger diameter.
The cutter is of rough 1-inch by 1/2-inch high-speed steel, is held in the pivoted tool block of forged steel, which in turn is accurately fitted to the hollow frame.

Groups of Turners and Cutters, Outfit D (Small Size).
The adjustment of the cutter is effected by two screws arranged side by side. These screws take bearing against cams on cam shaft, which is controlled by a handle similar to that used in a machinist's bench vise. These cams are diametrically opposite, so that either may be brought into action by a half turn of the handle.
The back rests are controlled by a double latch in order to obtain the double adjustment.
The hollow frame serves as a conduit for the oil which enters the base of the frame through the turret. The oblong opening in the frame over the cutting tool delivers a large, slowly-moving stream of oil directly on the cutting edge.




Continue to:
My Books

