Hand-Shaping. Bosses
Description
This section is from the book "The Mechanician, A Treatise On The Construction And Manipulation Of Tools", by Cameron Knight. Also available from Amazon: The mechanician: A treatise on the construction and manipulation of tools.
Hand-Shaping. Bosses
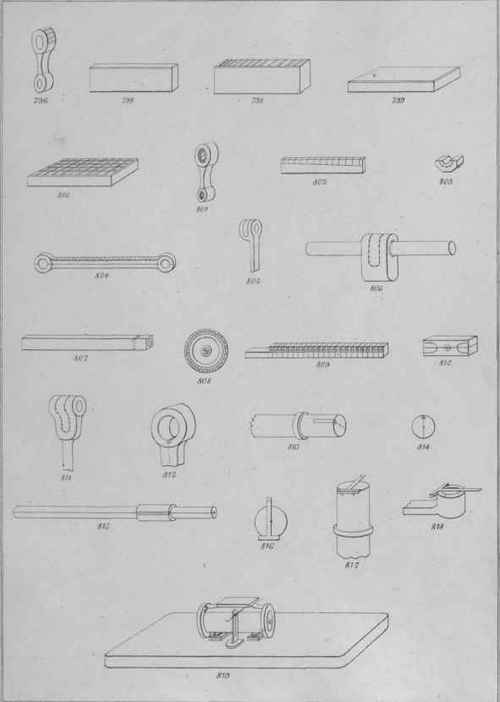
Chiselling is the principal means of reducing objects which are shaped by hand, instead of by machines. Various modes of shaping by chiselling are denoted in Plate 62, in which the ordinary portions of machines are represented, and the modes of chiselling them are indicated. In this Plate Fig. 796 shows a lever whose two bosses have been bored, the boss-ends faced, and the short portions extending from the arm also lathe-turned. In this condition the lever is ready for reducing the outsides of the bosses to the intended dimensions, and also the arm or intermediate portion, if necessary. When the arm of a lever is to be thus reduced, a primary centre-line is required along the middle of the arm's side, to connect the centres of the two bosses, this line being that from which the width and shape of the arm's side is marked. But when the bosses only require chiselling, such a straight line is not necessary, a circular line scribed on the boss-face, to denote its diameter, being sufficient. This lining also is omitted if the boss were properly reduced at both ends by lathe-turning, previous to arranging for chipping. While a boss of this class is gripped in a vice, the first chiselling consists in forming a number of narrow grooves into the superfluous metal at a short distance apart, similar to those shown in the Figure (796), after which the remaining ridges are cut off with a planing-chisel. The grooves may be first made with an ordinary grooving chisel (Fig. 322), which is used until the total depth of the groove is nearly attained, the small remaining portion of metal at the bottom being next taken out with a curved groover. A chisel whose cutting edge is curved will form a groove having a curved bottom, instead of an angular one, which would be the result of using a groover having a straight cutting edge. The advantage of a groove with a curved bottom consists in the greater strength of the metal preventing its breaking off in an irregular manner during the chipping off the ridges with a planing-chisel; but a curved-nosed chisel is a slow cutter when compared with one which is only slightly convex (see page 182), and a curved nose should therefore not be used for rough or unimportant work. The total depth of a groove is equal to the entire thickness of metal to be removed, but a planing-chisel may be used when a groover has been driven to only about an eighth of an inch into the metal, when it happens that a quarter of an inch is to be cut off; and after the ridges are once cut off, the groover is again employed to form other grooves to the depth desired.
Plate 62
Continue to:
My Books

