An Improved Saw-Vice
Description
This section is from the book "Cassell's Cyclopaedia Of Mechanics", by Paul N. Hasluck. Also available from Amazon: Cassell's Cyclopaedia Of Mechanics.
An Improved Saw-Vice
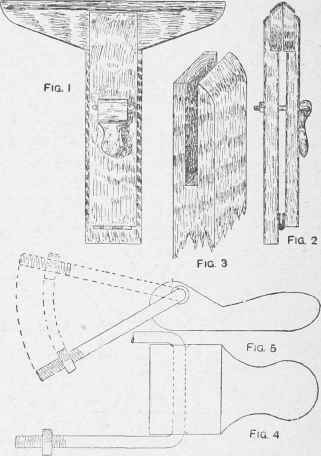
Figs. 1 and 2 show an ordinary pattern of joiners' saw-vice, differing from others only in the method of tightening up the jaws; Fig. 3 shows the bare-faced tenon for uprights, and Figs. 4 and 5 plan and elevation of eccentric clamp with rod and nuts. The rod is of 1/4-in. round iron, with thread each end (mild steel would be more suitable), the bends being made by heating the iron red hot for the first, and nearly so waen placed through the hole in the clamp and bent. This clamp must be shaped out, and the part where it will tighten on the stock by revolving should be smooth and true. Two 5/16-in holes, which will be 6j in. down, are bored through both uprights to accommodate the ends of the rod, and collars may be let in flush at the back to tighten the nuts against. When the nuts are adjusted, a saw is instantly clamped by pressing the handle down as shown in Figs. 1 and 2. To release the saw, pull the handle of the eccentric clamp (lever) up. The position of the rod hole is as shown on the handle side of the circle, and farthest from the stock. It will add to the grip to make uprights slightly curved outwards in the middle, and a 2 1/2-in. butt hinge will complete the vice.
A strip of vulcanised rubber or leather fastened along the inside edge (top) of jaws will improve the tiling.
An Improve! Saw-vice.
Continue to:
My Books

