Sharpening A Cabinet-Maker's Steel Scraper
Description
This section is from the book "Cassell's Cyclopaedia Of Mechanics", by Paul N. Hasluck. Also available from Amazon: Cassell's Cyclopaedia Of Mechanics.
Sharpening A Cabinet-Maker's Steel Scraper
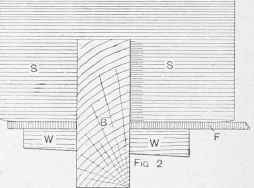
A scraper, to be of any use, must have the edge as keen and sharp as possible. The contrivance shown in Figs. L and 2 for trueing the edge of a steel scraper does away with the necessity for a vice, or even a bench. It is so simple that it can be used without risk of rounding the edge of the scraper. It is easily made from a piece of any kind of hard wood, 4 in. long, 3 1/2 in. deep, by 1 1/4in. thick. Dress up the piece of wood to size, and cut out the slot A (Fig. 1). The slot should be wide enough to allow a flat, line cut file being easily slipped through, and it should also be twice as long as the file is wide, so that the full breadth of the tile may be made use of for trueing purposes. Bore a 1/4-in. hole through the block, and square it out as shown at B; this is to take the wedge W (Fig. 2) which holds the file F in position. The square hole should be slightly tapered, so that the wedge can be easily released. Run a saw kerf straight through the block B down to the slot, as shown at C (Fig. 1). The kerf should be just wide enough for the scraper S (Fig. 2) to slide freely; then a few rubs backwards and forwards will produce an edge which cannot be otherwise than square with the face. It is somewhat difficult for the novice to hold the scraper perfectly upright, so as to prevent it from swaying from side to side on the oilstone whilst setting up the edge. A block something similar to Fig. 1 could be adapted for holding the stone, or even a square piece of wood might be held on the oilstone to act as a fence for the scraper; this at least would preserve the squareness of the edge. It is when the scraper becomes too dull and rounded on the edges by repeated applications of the " steel" that the edge requires to be turned over to an acute angle with the face. The proper instrument. for turning over the edge of a scraper is a currier's " steel," which is a hard-tempered and highly burnished little tool. Lay it flat on the bench, with the edge projecting |in. or so; hold it firmly to keep it from shifting; grasp the "steel" with the right hand, handle downwards, and work it along the edge. The " steel" should be held almost perpendicular: an angle of 83 degrees is about right. When the edge of the scraper is turned over in this way, the edge of the work bench forms a guide for the hand which holds the "steel," so the operator has the assui'ance that the edge of the scraper is turned over to a regular and certain angle. The proper amount of pressure to be used can be ascertained only by trial; some scrapers require more force than others on account of their difference in temper.
A coarsely turned edge only works in fits and starts, and is apt to leave the work with a lumpy finish; therefore, when turning the edge, do not give the steel too much angle. After trueing and setting, the edge should be as keen as a razor. Many fail to get a good edge on the scraper through tryiug to turn over the edge when holding the scraper edge upwards on the bench.
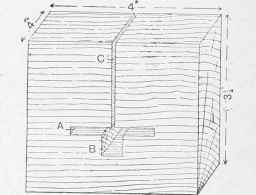
Fig. 1.
Sharpening a Cabinet-maker's Steel Scraper.
Continue to:
My Books

