Using Watchmaker's Turns For Drilling A Staff, Etc
Description
This section is from the book "Cassell's Cyclopaedia Of Mechanics", by Paul N. Hasluck. Also available from Amazon: Cassell's Cyclopaedia Of Mechanics.
Using Watchmaker's Turns For Drilling A Staff, Etc
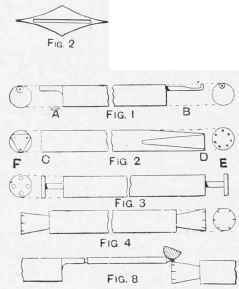
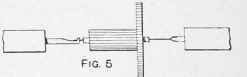
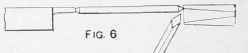
Below is described how to drill watch staffs for fine pivoting. The centres sold with a new pair of turns are of very limited use, so, when buying, a length of brass rod and a length of steel rod to fit them should also be purchased. From these rods proper runners for turning and pivoting balance staffs, etc., are made. The brass and the steel rods should be cut up into 3-in. pieces, each piece to form a runner. One steel runner, to be used as a back centre, should be filed up as at A (Fig. 1), and a minute centre marked upon it with a fine centre punch. This is for general use in turning staffs and pinions. The other end of the runner may have a hole drilled near its edge, and a brass pin B (Fig. 1) inserted in the hole; a small hole, through which a pivot can be passed, must be drilled through the thin end of the pin. This is a safety back centre to be used in turning a staff, cylinder, or pinion that has a fine pivot, which might break if its end rested in the centre A; by passing the pivot through the hole in B the strain of turning is taken by the shoulder of the pivot only. A steel runner should have fine centre punch dots round the end C (Fig. 2), as at E, and be filed to a triangle D at the other end, and have three centre dots as near the edge as possible as at F. These are for front turning centres for pivoting. The triangular end D is to be used for a very fine pivot, thus enabling the graver to get at the extreme end of the pivot. A brass runner should be filed at both ends, as shown in Fig. 3, small holes of graduated sizes being drilled through its end, through which pivots can be passed to round up and burnish their ends. Another brass runner should be filed at each end, as shown in Fig. 4, slight grooves in which pivots can lie during polishing with oilstone dust and red-stuff being made at the ends; one end should be kept for oilstone dust and the other end for red stuff. For drilling staffs and pinions, a central hole must be drilled in a brass runnel and a short drill made and inserted friction-tight. The back pivot of the staff or pinion runs in a brass safety centre like B (Fig. 1), but in the centre of a runner. The work is revolved by a bow against the drill, which is held to it by the right hand, and slowly revolved to keep it true. Before drilling, the broken pivot is filed off fiat, the centre carefully marked by a pointed chamfering tool, and care is taken that the drill is started in this centre. Fig. 5 shows a pinion being drilled with the parts in position. Fig. 6 shows a pivot being turned on a staff. Fig. 7 shows a pivot being rounded up with a tile. Fig. 8 shows a pivot being polished by a steel polisher. In all these illustrations the bow and ferrule are omitted for the sake of clearness.

Method of Drilling Watch Staff.
Continue to:
My Books

