Casting En Cire Perdue
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Casting En Cire Perdue
A very interesting report on bronze-casting in Belgium, by Sir J. Savile Lumley, has recently been issued, from which the following remarks are abstracted.
The bronze castings made under the First Empire were from moulds made on plaster models by an ingenious method known by the name of "moulage a la Francaise," which is now employed in all French bronze foundries; it has the advantage of being economical, especially for large works, and is generally used in all the foundries of the north of Europe; it resembles in some respects the system practised in iron foundries, and is now employed even in Italy in preference to the wax process.
It must also be remarked that casting "en cire perdue" is not suitable for every style of sculpture; works, for instance, requiring a smooth surface can, and indeed ought to be, cast by the ordinary French system, which produces metal of a closer grain and more polished surface, requiring, however, the use of the chasing tool over the whole surface to efface the marks left by the joints of the piece-mould, and the entire removal of what is called "la peau de la fonte," the casting skin or "epidermis" of the bronze as it comes from the mould, and which, in the wax process, constitutes its peculiar charm, reproducing as it does a perfect facsimile of the original work as it left the artist's hands.
The ordinary method of casting is more suitable to the bronze articles of commerce which require reproduction, as well as for bronzes intended to be gilt or silvered and burnished. The wax process, on the contrary, is adapted to unique artistic works not intended for reproduction; the casting skin, however, so dear to the sculptor, diminishes to a certain extent the beauty of the artificial " patina." or bronzing, which is always more brilliant on bronzes that have been worked over with the file and the graving tool. The objection manifested by modern bronze founders to adopting the wax process has hitherto been that in case of failure in the casting, the model is completely lost; but by a method adopted by the Brussels Bronze Co., failure in casting confines the loss to the casting itself, and leaves the original model intact and available for a second attempt. Following is a technical description of the operations carried out by them for bronze-casting en cire perdue.
Supposing the work to be reproduced to be the portrait bust of a man with curly locks and a long flowing beard, such a head would not be easy to cast by the ordinary process, owing to the difficulty of conveying the liquid bronze into the cavities of the curls and the interstices of the beard, but this is easily overcome when the bust is cast by the wax process. The different operations to be carried out are as follows: (1) The production of the model in plaster or terra-cotta by the artist sculptor.
(2) Its reproduction in wax by the founder.
(3) The repairing and retouching of the wax bust by the artist sculptor.
(4) The preparation for casting the bust before forming the mould and cope.
(5) The formation of the mould.
(6) Firing.
(7) Casting.
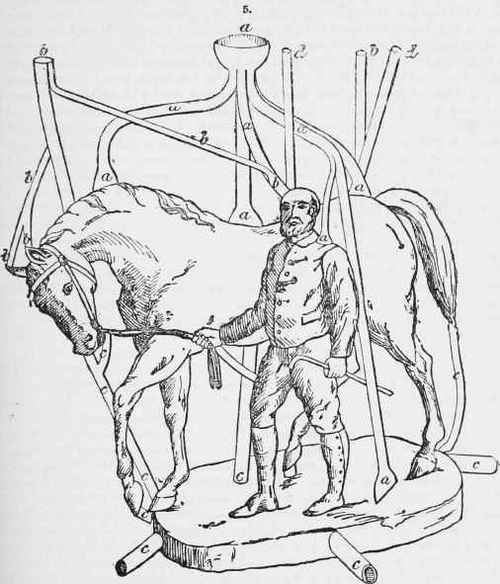
(8) Finishing and decorating the bronze bust. Fig. 5 illustrates the arrangement of the runners, vents, and drains : a are the 6 runners by which the molten bronze is conveyed into the mould; b, vents for the escape of air and gases; c, drains for carrying off the melted wax; d, vents for the escape of air from the cores within the bodies of the horse and man. All except d are originally of wax like the group itself; but when the mould is fired, the wax disappears, and the hollows left by the melted wax are converted into bronze and have to be sawn off.
Continue to:
My Books

