279. Means Of Avoiding Shrinkage Cracks
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
279. Means Of Avoiding Shrinkage Cracks
Shrinkage cracks may occur where thin and thick parts of a casting join, due to the unequal rate of cooling of the different masses of metal. These are prevented by making changes of thickness very gradual, even at the expense of making the casting heavier and necessitating machining away later of some of the extra metal.
A very common practice to prevent shrinkage cracks where two surfaces meet at an angle, is shown in Fig. 136. The sides c and d cool quicker than the larger mass of metal at the corner, and in cooling they tend to shrink away from it and to cause a fracture in the hotter and weaker metal there. To prevent fracture, the moulder cuts thin webs or gussets b, about 4 or 5 inches apart, in the mould. These webs cool first, keeping the sides together at the corner while the metal mass of the corner is cooling. These webs cause an internal strain by their cooling, but this is relieved by annealing the casting, and the webs are then cut away, leaving a fillet as at a.
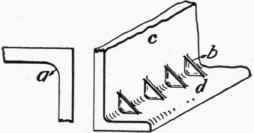
Fig. 136.
Continue to:
My Books

