How To Carve Cast Resin Plastics With Lathe Spindle-Carver
Description
This section is from the book "Plastics In The School And Home Workshop", by Andrew Jules Lockrey. Also available from Amazon: Plastics In The School And Home Workshop.
How To Carve Cast Resin Plastics With Lathe Spindle-Carver
If you have a good light lathe or drill-press, however, these machines in themselves provide an excellent carving set-up. The machine must be capable of being driven at fairly high speeds, from 2000 R.P.M. up to 5000 when using cutters from y2" to 2" in diameter.
To make your carving spindle, chuck a piece of 1/2" round cold-rolled steel about 6 to 8 inches long, getting it absolutely centered and running true. Then with a file (if you are using a woodworking lathe or drill-press) file a taper at the outer end while it is running, about 2 inches long, reducing the diameter in that length to Then cut a shoulder about a 1/2" long at the end, against which the cutters can be run on, and thread this portion, 10/32. Now all you have to do to make any number of shapes of cutters is to drill and tap a piece of brass, of any thickness, run it on this spindle, file or turn it to shape and file in the teeth, and you have the practical equivalent of a spindle-carver.
If your lathe is of the type that will permit it, a more solid and secure set-up would :be to remove your head-spindle entirely, and make a new spindle which projects 8" from the bearings, put the taper and threads on the end of this piece, making it all in one piece, which guarantees its being true and vibrationless. The separate spindle first described might have a tendency to work loose if held in an ordinary drill-chuck, although the key type of chuck properly tightened will not work loose. One of these spindles in action, carving an intricate design and held in a collet-chuck, is illustrated in Plate 2D.
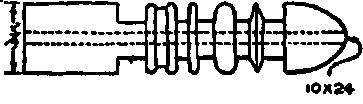
Making- a "gang" of carving cutters at once.
Fig. 15. Turning up a gang of cotters at once oat of bar sock. In order from the right they are. a cigar-holder reamer, a thin sharp liner, a fat groover, thin round groover, double round groover. One of these cutters is shown in use in Plate J-D.
If you have a metal-working lathe, the making of cutters becomes a simple routine job. A sample set-up is shown in Figure 15 and Plate 2E. In this picture, a set of five cutters is being turned at once, out of a piece of 34" rod. At the extreme right is a sort of pear-shaped cutter, which will be used for boring out the ends of cigar-holders. Next come four different shapes of sharp and rounded, single and double-line cutters. The first step is drilling the center-hole, using this for the tail-center also. This insures the cutter being concentric. After the cutter is turned to shape, the hole is threaded with a tap mounted in a tail-stock chuck, then the teeth are filed and the cutter cut off with a cut-off tool or a hack-saw held against the revolving work. The tail-center is then moved up, and the cutters finished one at a time, and they will be accurate.
The smaller-diameter cutters permit sharper turns to be made in your carving, but they must be driven at correspondingly higher speeds, and they remove material more slowly than larger cutters of diameters up to 2".
The next step is the professional type of carving-spindle. These consists only of a very finely balanced, heavy, high-speed ball-bearing head-stock with a spindle projecting about 10". Some professional shops have a hundred or more of these in operation at one time, and they constitute practically the only type of carving equipment. All carving is done free-hand, even on the big runs of a hundred thousand or more, the operators quickly learning the design by heart, and turning out as many as several hundred pieces an hour of the simpler types.
The cutters used are similar to those described above, except that they are made of high-speed steel, with greater back clearance, but the same front angle. They are driven at from 2500 for the larger-diameter cutters to 5000 R.P.M. for the smaller sizes, and a few of the shapes in common use are illustrated in Figure 2. In Plate 2W will be seen a battery of these machines in operation.
This completes the description of conventional carving equipment, aside from automatic pantagraph duplicators and such intricate equipment, only infrequently used, but as stated previously, practically anything can be used to do a certain amount of carvingeven such tools as taps, countersinks, reamers, drills, any kind of grinding-wheelsthe list is limitless.
Continue to:
My Books

