How To Emboss Cast Resin Plastics
Description
This section is from the book "Plastics In The School And Home Workshop", by Andrew Jules Lockrey. Also available from Amazon: Plastics In The School And Home Workshop.
How To Emboss Cast Resin Plastics
This is another process that depends on the softening of the material by heating. Commercially it is used in making buttons that are dished-in, with more or less ornamentation on the surface, from thin flat discs cut from rod stock. In some cases the discs are heated in water or other liquid as described above, and in other cases the dies themselves are heated, having little electric heating elements built into them like soldering-irons, provided the material being embossed is thin enough to take the heat quick enough by this method. A certain amount of shallow relief can be cut into such dies, but no great amount of it. Fairly bold shallow lettering can sometimes be pressed into surfaces in this way also.
No great amount of pressure is required for this embossing if the material is cut thin enough, properly softened, and the design to be pressed is not too deep. In fact, the amateur can make male and female "dies" from hard maple on the lathe, with which he can press dished-in buttons, ornaments, trays, etc. in this material. No sharp bends can be made, and no "flow" takes place, and the work must be done with due regard to maintaining heat until pressure is applied. The cooling effect of the die itself is sufficient to cause complete "setting" in a few seconds. A simple form of button-die which can be made on the lathe, and operated on a drill-press is sketched in Figure 19.
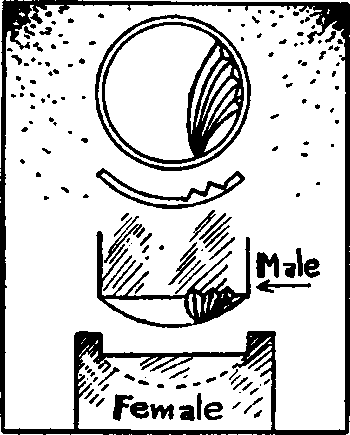
Fig. 19. An embossing die for buttons, which can be used with little pressure in s drill-press or bottle-tapper. Can be made of brass or end-grain maple. The carving needs to be dons on the male part only.
Inlaying
Various types of inlaying can be done with plastics, with little work and very effective results. The simplest is the scribing of lines or patterns with a sharp-pointed instrument, with quick-dry lacquers rubbed into these scratches. The same treatment can also be applied to larger surfaces (in both cases after polishing) by use of a file or carving-cutter to roughen the surface to be "inlaid" in another color and then flowing on a coat of brushing lacquer in the desired color. This is most effective when applied to solid-color materials, using lacquer of a decidedly contrasting color.
Conventional inlaying can of course be done, by in-setting bits of plastics in the desired patterns after routing out the design in the main piece, then cementing the whole together, and sanding and polishing. In such work of course allowance must be made for the color of the cement, which might or might not be objectionable, depending on the design itself.
Still another type of "inlaying" is done at the plastic factory, and consists of inserting rods of rare colorful woods or of different-colored plastics into the mold in which the desired color is poured. A perfect weld is formed, and when this shape is sliced up to make whatever is being made from it, such as bar-pins, bracelets, dress-clips and so on, each sliced-off section has a piece of contrasting inlayed material, at practically no extra cost or labor.
Continue to:
My Books

