Printing For Beginners. II. The Method of Manufacturing Type and the Sizes
Description
This section is from the book "Amateur Work Magazine Vol3". Also available from Amazon: Amateur Work.
Printing For Beginners. II. The Method of Manufacturing Type and the Sizes
Frederick A. Draper
Before considering the selection and handling of type, a brief description of the method of its manufacture will be given. First in the process is the making of the punch, a steel rod upon the end of which is cut the letter, figure, etc., a punch being required for each character in the font. A matrix is then made by driving the punch a short distance into a piece of bar copper, thus forming an indentation of a reverse shape to that of the punch. The matrixes are then used as ties in machines for the casting of type, the matrixes being changed as often as a sufficient number of type have been cast from them. One important peculiarity of type is what is termed the " nick," this being the slot or slots cut on the edge at the lower part of the character. The number and shape of the "nicks " vary with different foundries, and the number and position are changed for different but similar faces of type made by the same foundry, thus forming a very convenient means for distinguishing the font to which a character belongs when distributing type with similar faces.


Sizes Of Type, Point System.
This important characteristic should be kept in mind when purchasing type, as having a series of fonts of a certain face cast by one foundry, a similar face with a different nick could be purchased of another foundry. This is easily done, as the larger type foundries all cast the more commonly used faces, though sometimes cataloging them under different names. It is more especially helpful to have different nicks upon the small sizes of body type, (the faces used for solid reading matter,) as most job faces are easily distinguished by the shapes peculiar to each face. The nicks also show to the compositor which side should be set uppermost in the composing stick.
Until recently the sizes of the body or shank of the type were designated by a system which was not uniform with the different foundries, making it a difficult matter to use in the same line type from different foundries. Much time was required for "justifying" or making even the space occupied by the different makes of type. The introduction of what is known as the "point" system has removed this vexatious trouble, all type now manufactured in this country being upon this system. In this system the size formerly known as Pica is divided into 12 parts or points, other sizes being fractional or multiple parts or points of the twelvth part or point thus obtained.
The several sizes of the type body are clearly shown in the illustration, the point number being used in cataloging and ordering rather than the former names, which are also here given.
3 Point | Body | Excelsior |
3 1-2 „ | " | Brilliant |
4 | " | Semi-Brevier |
4 1-2,, | " | Diamond |
5 „ | " | Pearl |
5 1-2 „ | " | Agate |
6 | " | Nonpariel |
7 „ | " | Minion |
8 ,, | " | Brevier |
9 „ | " | Bourgois |
10 „ | " | Long Primer |
11 „ | " | Small Pica |
12 „ | " | Pica |
14 „ | " | 2-line Minion |
16 „ | " | 2-line Brevier |
18 | " | Great Primer |
20 „ | " | 2-line Long Primer |
24 | " | " | 2 | " | Pica |
30 | " | " | 5 | " | Noapariel |
36 | " | " | 3 | " | Pica |
42 | " | " | 7 | " | Nonpariel |
48 | " | " | 4 | " | Pica |
54 | " | " | 5 | " | Small Pica |
60 | " | " | 5 | " | Pica |
72 | " | " | 6 | " | Pica |
The point system makes it a very easy matter to justify the lines made up of different sizes; two lines of 8-point equalling one line of 16-point; three lines of 8-point equalling one line of 24-point, etc. For that reason, as well as other advantages, it has rapidly replaced type cast on the old body and hut little of the latter is now to he found even among dealers in second-hand material. The type here used is 8-point, other body type used in this magazine being 10-point and 6 -point. This designation of sizes applies only to the body, the face or part making the impression, covering the whole or only a part of the body. When only a part of the body is taken up by the face, the unused part is known as the "shoulder" which is variously cast either entirely above or below the face, or with a shoulder both above and below the face. Much of the type now cast is of "Uniform Line", that is, the shoulder is uniform with each of the several sizes, making it possible to set different faces in the same line, and have the whole line even in its impression. In purchasing new type this important advantage should be kept in mind, and preferance given to type so cast. " Lining " type carries the same principle a step further, so that different sizes of type may be set in the same line and present a even line on the lower side. This permits of initial letters, or words which it is desired shall be prominent, being set in larger type than that surrounding it.
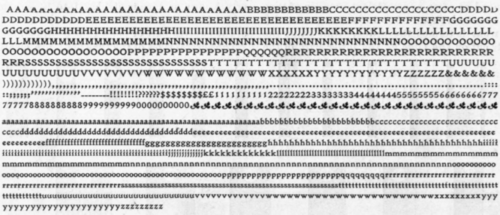
Characters Of 30 A-60 A Job Font (Hansen Old Style, 6 Point.)
The face for one size of type is sometimes cast on the body of the next larger or smaller size, but this is done only to fill the requirements of some particular class of work. With some faces the shapes of some letters are such that a portion overhangs the body, this projection being called a " kern." These are most frequently found in italic and script type; also in some faces of job type, and are to be avoided where possible, as the kerns are easily knocked off in handling, type so injured presenting a poor appearance' as well as requiring more frequent renewal.
Type is sold in case lots of 25 pounds or more, or in fonts for job use, the sizes of fonts varying with the size of the type, and differing with the foundries, each one putting up fonts of sizes which probably seem best adapted to the several faces. The fonts for the smaller sizes of type contains a larger number of each character then do those for the larger sizes. The font "scheme " as the numerical arrangement of the font is termed, is so divided among the characters that the proportions of each will best meet the requirements of average work. It will be found, however, that a few letters are exhausted much in advance of the rest, necessitating the purchase of "sorts," letters are termed which are needed to again fit the case for continued composition. As foundries have a minimum price for a " sorts " order, always make the order large enough to get at pound prices the quantity of type covered by the minimum price. This can easily be done by adding to the order a few letters which are nearly exhausted. The assortment comprised in a 30 A-60 a is here shown. Job fonts are usually packed with the capital letters, punctuation marks and figures in one package, and the small letters or "lower case" in another. Some foundries are now dividing the punctuation marks between the two packages, which is very desirable, as frequently a certain class of work calls for several fonts of lower case but only one font of the capitals.
Continue to:
My Books

