Band Saw Attachment For Lathe
Description
This section is from the book "Amateur Work Magazine Vol5". Also available from Amazon: Amateur Work.
Band Saw Attachment For Lathe
E. A. R
The accompanying illustrations show a band saw which can be attached to and driven by any lathe ranging from 3 1/2 in. up to 5 in. centers. The frame, wheels and guides are of cast-iron, the spindles, bolts, etc., being of mild steel. These materials will make a much more satisfactory and workmanlike appliance when finished, than if it were constructed mainly from wood

Fig. 1 gives a side view of the saw attached to the bed of a 3 1/2-in. center lathe. The motion is imparted the saw direct from a 4-in. pitch diameter tooth wheel screwed to the mandrel nose and meshing to an intermediate wheel, also of 7 in. pitch diameter, which gears into a 2-in. pitch diameter wheel on the spindle of the band saw pulley. The gearing up, which is absolutely necessary, may be effected by a cycle sprocket wheel, bolted to a small face plate on the lathe, and a hub wheel on the pulley spindle with a suitable length of chain. The band saw will require a good deal of power to drive at anything like the prescribed spied for these tools, which is about 4000 feet per minute. It is doubtful if much more than 2500 ft. speed could be attained on the foot lathe, without excessive fast pedalling or high gearing, and in the latter instance it will probably be necessary to fit an extra flywheel to the crankshaft to get the required momentum to keep the saw going at a high speed.
It will be necessary to make a pattern for the frame for casting; pine is the best wood for the purpose. The dimensions can be taken from the plan and the side and front elevations respectively, which are reproduced to a scale of 1 1/2 in- to the foot, while the enlargements are 3 in. to the foot. The web of the frame may be about 1/2 in. thick, while the ribs are 1/2 in. thick at the root and tapering outwards to less than 1/4 in., as shown in the section, Fig. 2, taken at x x, Fig. 1. The pattern for the pulleys should be constructed in seg mental ribs, glued and pegged together, and turned in the lathe; or the wheels may be purchased complete. A small pattern will be required Tor the adjustable slide which carries the upper wheel, and also for the lower saw guide under the table. The top guide may be a mild steel forging.
When the castings are received, fit the tenon and base to the bed, drill holes for the holding-down bolts and clamp plate, and place the frame close to the lathe centevs and transfer the height on to the casting. Next lap the train of gear wheels in mesh flat on the bench, and carefully measure off their centers and transfer them to the casting by holding a square with the stock on the casting, and the edge of the blade exactly over the lathe center mark previously mentioned and measuring off the centers on to the bosses for receiving the intermediate and driving pinions.
Another method is to first secure the 4 in. wheel to the lathe either by screwing direct to the mandrel, or by fixing to a driver plate, and then to gear the remaining pair of wheels to the first. Hold them in this position and bring the frame up close to them and holt down and scribe the centers on to the chalked bosses of the castings through the bored holes of the wheels, taking care not to have the teeth too deeply in gear while doing so. The same method can be adopted when using the cycle chain and sprocket wheel for driving. Next mark off a 5/8 in. diameter hole for the shank of the top saw guide, and a 1/2 in. tapping hole for the adjusting screw A, Fig. 1.
Also drill a hole 1/2 in. in diameter near the bottom of the vertical arm B, Fig. 1, and with a hack saw cut the slot right down to receive the stud in the adjusting slide which carries the upper wheel. Drill six 5-16 in. diameter holes for securing the oak table to the frame. The most important holes are the 3/4-in. tapping holes for the stud of the intermediate wheel, and the longer | in. diameter hole for the driving spindle. This latter hole may with advantage be opened out to £ in. and bushed to receive a 11-16 in. diameter spindle, as shown in Fig. 3. The hole for the shank of the top guide should also be drilled carefully at right angles to the base.


Fit the adjusting bracket over its slide, and drill and tap the hole for the 1/2-in. stud; see Fig. 4. Also dril the hole for the 3/8-in diameter spindle which carries the wheel. If the latter cannot be obtained with a long boss as shown, the boss can be made to project out to meet it when making the pattern for the casting; or the alignment of the two wheels can be regulated by inserting a suitable washer between the wheel bub and the bracket.
The lower wheel and pinion is keyed and set-screwed to the spindle, while the top wheel runs on its spin-dle, the latter being either tapped in or fixed with a grub screw. Mount the wheels in position, stretch a fine wire around them and make a rough pattern in wood of the top saw guide. Get them forged by a blacksmith, a section of this guide being given at Fig. 5.The thrust of the saw is taken on a small, hardened steel roller, and the side play is avoided by fitting two small, hardwood guide blocks C, retained by the thumbscrews, which are set upon small pieces of sheet brass, D. The lower guide is of the same construction in detail. It is of cast iron or brass, as preferred.
The table is of oak 1 1/4 in. thick by about 1 ft. 4 in. sides, end clamped as shown in Figs 6 and 7. A slot about 1/4 in. wide is cut in the table to facilitate the removal of the saw. The table and guides should be set and filed while the wire is in position. It may be well to mention that 10 in. diameter pulleys are about the smallest it is practical to use for a small saw. The makers of small treadle band saws generally use a wheel at least 4 in. larger in diameter, and some also cement on to their wheels an endless rubber band for the saw to ride upon, to prevent damaging or breaking the blade. If rubber bands are adopted, provision must be made for the extra diameter of the wheels, and the pattern lengthened at the outer arm carrying the top saw guide.
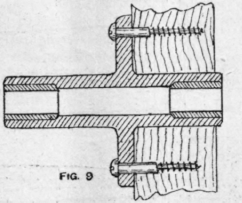
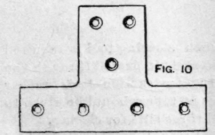
Fig. 8 shows a method of constructing the pulleys from layers of wood cut in sectors of a circle, glued, pegged and lap-jointed together, and fitted with a gun metal or cast-iron flanged hub, which is attached to the wheel with screws. Fig. 9 shows the method of forming the bearers for the stud and the spindle of the intermediate wheel and pinion. The framing should, in this case, be of oak or beech 2 1/2 x 4 1/2 in. and secured at the arms and base with a plate of T or L shape, as shown by Figs. 10 and 11.
Continue to:
My Books

