Economical Method Of Constructing Induction Coils
Description
This section is from the book "Amateur Work Magazine Vol5". Also available from Amazon: Amateur Work.
Economical Method Of Constructing Induction Coils
W. S. Dent And L. B. Weeks
The induction coil is indispensable to the experimenter in wireless telegraphy, radiography, high frequency work and, in fact, all work for which a high tension current is needed. On account of the high prices usually charged for coils or for the materials generally used in making them, many are unable to obtain this most useful apparatus. It is the purpose of this article to describe a method of building coils which requires far cheaper materials, takes much less time to construct and yet produces a coil distinctly better than the average. The total cost of making a in. coil to be used with an electrolytic interrupter, that is, without condenser and mechanical break, is somewhat under twenty dollars. If the builder does not care for exterior finish, the cost would be considerably less.
The only expensive tool used in the method is a lathe which can cut sixty threads, both right and left hand, to the inch, and which swings, or can be made to swing, by blocking up the head and tail stocks, 10 in. over the carriage. If such a lathe is not at hand, a -substitute can readily be rigged up with the expenditure of a dollar or two and a little ingenuity.
As the exact dimensions of the rest of the coil are dependent upon those of the secondary, the construction of the secondary will be taken up first. For this the following material will be needed: 12 pieces 1/8-in. sheet fiber, 7 x 7 in. 12 strips medium unglazed paper (0.018 in. thick, 2 1/4 x22 in.)
600 strips thin unglazed paper (0.0045 in. thick, 2 x 24 in.)
6 pounds bare No. 36 B. & S. copper wire on a spool. 6 ft. 3-16 in. round fiber rod. l ft. fin. round fiber rod. 100 ft. bare No. 25 B. & S. copper wire. .20 pounds best white paraffine. A form constructed of pine according to Fig 1. Thick shellac varnish. Other materials as mentioned below. Wind two strips of the medium paper on the mandrel of the form, fastening down the second with thick shellac varnish. Cut holes in the center of two of the "7-in. fiber squares so that it will fit over the paper as tightly as possible ; put on the form heads and screw a fiber square to each of them. Drill a hole diagonally through the paper next the core; slip through a foot -of cable, made of half a dozen strands of bare No. 25 wire; take one turn of it around the paper on the mandrel; splice the No. 36 wire to the cable and the section is ready to wind. See Fig. 2 for the relative positions of the parts. The spool of wire should be supported so as to unwind easily. From the spool the wire goes under a rod to increase and steady the tension, then over the V-shaped guide, constructed according to Fig. 3, in the tool post of the lathe and finally is wound on the section which is chucked in the lathe - the gears being set for cutting 60 threads to the inch.
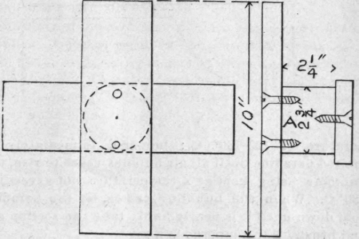
Fig. 1.
When the lathe is started, the wire will wind evenly upon the mandrel and each turn will be one sixtieth of an inch from the one next to it. Begin widing one-fourth of an inch from the inside of one head and wind to the same distance from the other head. Reverse the direction of the carriage; slip the end of apiece of thin two-inch paper, long enough to make one layer with a lap of about one inch, under the wire; wind back over the first layer of wire, letting thepaper wind on with the wire. Reverse the carriage again, slip in paper between layers and continue winding in this manner until 130 layers of wire have been put on.
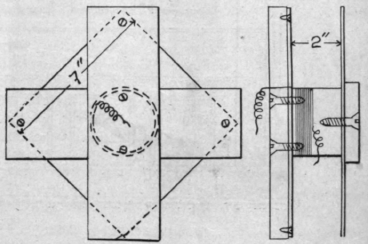
Fig. 2.
This will make a diameter of about 5$ in. Finish the section by attaching a piece of cable and bringing the wire out by drilling through the coil head.
See Fig. 4 for relative positions of ends. Put a layer of paper and one of thread spaced by the winder, overall. Take the section from the form and run a bolt with nuts made of the fiber rods through each corner, as in Fig. 4. Bake for half an hour at a tem-
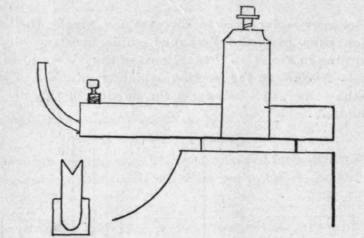
Fig. 3.
perature of 120-130° C; immerse immediately in melted paraffine until all air bubbles cease to rise, the paraffine being kept at a temperature not exceeding 120° C. When the bubbling ceases, let the paraffine cool down until it is nearly hard; take the section out and brush off the superflous wax.
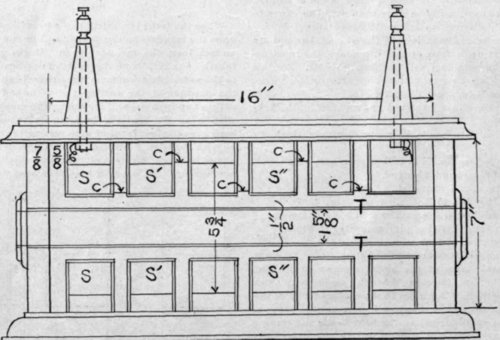
Figure 5.
Build six sections in this manner, winding in the same direction and bringing the ends out in the same way. Test each for continuity of the wire. When the six sections are complete and after they have been saturated with the melted paraffine, place them in a box (7 in. inside breadth, other dimensions according to Fig. 5) in the position shown in Fig 5. Arrange the sections so that the holes will be concentric with the fiber tube shown in the figure. Connect the terminal wires of the sections as shown in Fig. 5, aud test the

Fig. 4.
whole series for continuity with a high resistance voltmeter. If there is no break, continue with the construction.
Place the fiber tube, shown in Fig. 5, in position in the box and make the bottom and sides air tight with putty. Melt about 15 pounds of paraffine, being careful not to let the temperature exceed 120° C (248° F.> aad fill the box from the top, pouring in more paraffine as contraction takes place. Attach the secondary terminals to the rods leading through the hard rubber posts to the binding screws, shown in Fig. 5; screw down the lid and the secondary is complete.
The core is made by packing a fiber tube 18 in. long by 1 in. inside diameter with one-sixteenth inch walls, full of No. 18 B. W. Gr. iron wire, specially annealed for coil cores. The ordinary annealed iron wire is not suitable. The core is wound with two layers of No. 12 B. S. single silk-covered copper wires to about one-half inch from each end. The space allowed for the primary is so closely calculated that it is necessary to wind the layers separately and in the same direction. This method also has the advantage of allowing either series or parallel connections of the layers. When the primary is completed, soak it for fifteen minutes in hot parafiine; let the wax cool until it is nearly hard; then remove and scrape off the superfluous wax. Slip the primary into place in the tube of the secondary, connect its terminals to binding posts and the coil is ready for use.
The principal advantages offered by the method of construction above described are as follows:
1. The use of paraffine as an insulator between the primary and secondary coils, which was found to be a very satisfactory plan of insulation, though by no means essential to the successful building of a coil with bare wire.
2. The substitution of bare for insulated wire, which reduces the cost - insulated wire being about five times more costly than bare - saves in the coil building, and is much more convenient in that it can be handled with less care.
We have treated a coil, according to the above method, on a Wehnelt electrolytic interrupter run on a 110-volt lighting circuit up to 25 amperes with no unsatisfactory results other than the partial melting of the wax in the primary. The longest sparking distance tried was 7 in., though, judging from the thickness of the spark, the distance might have been considerably greater without the least damage to the insulation of the secondary. We hope that others may have as much satisfaction from the use of a coil built according to this description as we have had." - Elect'l World."
Editorial Note
By adding another feed tube on the tool post, a thin, strong thread could be wound between the turns of wire serving to better insulate the wire, as well as give a more even surface to the several layers. If this be done the layers could be basted with a hot paraffine wax, applied with a brush, and the subsequent baking would make the whole section well insulated.
If a battery current be used to supply the current the condenser should have about 4000 square inches of foil area. This would divide nicely into 100 sheets 8x5 in. and should be made up in four sections. A mechanical or motor operated interruptor would be suitable fin- this coil.
Owing to the difficulty of obtaining the material required to make the coil in the manner described, by retail purchasers, quotations are now being obtained from manufacturers and the necessary parts will be offered as premiums as soon as possible.
Continue to:
My Books

