Induction Coil Making For Amateurs. II. Section Winder and Winding
Description
This section is from the book "Amateur Work Magazine Vol5". Also available from Amazon: Amateur Work.
Induction Coil Making For Amateurs. II. Section Winder and Winding
FRANK W. POWERS
Except in coils giving sparks of 1/2 in., or under, it is advisable to wind the secondary in sections. Unless this is done, the difference in potential between adjacent turns of the wire will be so great as to produce internal sparking; the insulation will eventually break down and a " short circuit " caused, requiring rewinding, a matter which at best is quite difficult with the fine wire used.
The number, size and thickness of the sections depend upon the size of the coil, and as complete specifications were given in the October, 1905, number of this magaziue, they will not be repeated here. For illustration, the dimensions and work for a coil giving a 4 in. spark will be given. This size is a very handy one for the amateur, as it is large enough, when used in series with a Tesla high-frequency coil, to do excellent X-ray work, and most of the experiments for which induction coils are used.
It may be well to state at this time, that coils for wireless telegraphy are wound with a larger wire in the secondary, than are those for X-ray and similar work. For wireless telegraphy the desideratum is a strong, fat spark, rather than a thinner one of higher potential, and this is obtained by using No. 32 or 34. B. & S. gauge in place of No. 36. If the coil is desired for various uses, the No. 34 gauge will best fill the requirements.
First let us consider the winder. If possessed of a small lathe, and the occasional cleaning off of wax drops is not objectionable, the attachments to be described can be fitted to the lathe. Otherwise it will be best to purchase a polishing head, similar to the one shown in Fig. 2. Be sure that the collars on the spindle run true and the movable collar fits fairly tight on the tread on the spindle. A polishing head sufficiently well made for the requirements can be purchased at most hardware stores for about $1.25.
A set of three face plates, A, B and C, are made to fit on the spindle, as shown in Fig. 3, These are made from sheet brass or planished steel about 1/8 in. thick and 4 1/4 in. square, which should be perfectly flat and smooth. An easy way to make them is to first bore a hole in the center, the size to fit the spindle with a snug fit. Then place.between the collars and screw up
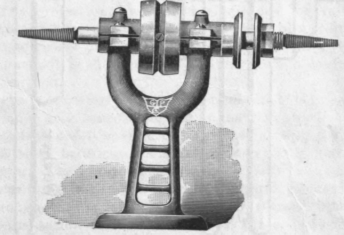
Fig. 2.
the outside collar to hold tight. By mounting the polishing head on a board and clamping to a sewing machine table and belting up to the treadle wheel the polisher can be rotated at a high speed. With a diamond point turning tool, cut the brass plate to a circle 4 1/4 in. diameter, rounding off the edge and smoothing with emery cloth.
Two collars, IF, are then made of wood 1/4 in. thick and 2 1/8-2 1/4 in. diameter, the circumference being turned to a slight bevel, as shown. This bevel is to facilitate the removal of a section after the winding. Holes are drilled in the plates at a, b and c, through which to run the ends of the wire, and small, round-head brass screws, d, e and f, are put in for temporarily fastening the ends by giving a turn or two of the wire around them.
The winding is done in what may be termed double sections, as follows: The plate A and B with a collar between are placed on the spindle, the end of the wire from the spool, after passing through the hot paraffine wax, is put through the hole a and turned around the end of the screw e. The open space is then carefully wound with the wire until the required amount has been put on. Cutting the end with spare wire of several inches, put the end through the hole a, and around the screw d.

Fig. 3.
The wax will coil quickly so that the section and face plates can be removed from the spindle; in fact, the difficulty will be to keep the wax and wire hot enough to retain the wax soft enough to enable the necessary quantity of wire to be wound on each section. One way of doing that is to suspend the spool containing the wire in the wax tank, in this way bringing wire and insulation to the same heat as the wax, when it will not cool as rapidly as when only drawn through the wax.
The thickness of the sections mentioned above is rather greater than many authorities specify for a coil of this size, but the writer has had no difficulty with breaking down of sections of this thickness, and if care is taken throughout the work of winding the results should be satisfactory, and the labor is reduced almost one-half over what it would be with sections 1/8 in.
thick. Some makers carry this fineness to the extent of sections only 1-16 in. thick, and readers who are doubtful about their ability to wind carefully can use the 1-8 in. section to good advantage, in which case the collars W should be of that thickness.
After removing the first section, the face-plate c is put on with a collar IF, facing the same as did the face-plate A. The wound section is then put on after turning around and removing the face-plate B, the end of the wire which passed through the hole b, is soldered to the end from the spool, the joint is well covered with cotton thread and coated with wax applied with a small bristle brush. Great care must be taken with these joints, both in the soldering and subsequent insulating of them. In winding the section, the spindle

Fig. 4.
must turn in the same direction, as with the first section, and the wire fed in just the same, as the turning around of the first section has obviated the necessity of changing the direction of winding every other section. Mention should now be made of the paper washers which are placed against each face-plate before winding. These are made from a thin, porous card-board or thick pulp paper; the kind which will readily absorb wax being needed. They are cut out with a washer cutter, or sheets to the thickness of 1/2 in. may be placed between two thin pieces, such as picture backing,the circles marked out with dividers, and the cutting done with a fret saw. A washer cutter, Fig. 4, that will make both the inside and outside cut at the same time, and having a capacity up to 6 in. can be obtained for about 75 cents and is recommended.
The outside diameter of the washers is a trifle greater than the winding, the hole inside will be 2 1-8 for one half and 2 1/4 in. for the other half. It will probably be necessary to sharpen the knives of the washer cutter to secure a clean cut and avoid tearing. After cutting out a stock of washers they are dipped in a pan of warm paraffine wax, and then after the wax is set, smoothed with a warm flatiron. The iron should not be so hot as to cause the wax to run, but simply to enable it to slide freely without gathering wax, which a cold iron will not do.
When winding sections, washers are first put on flat against each face plate. After completing the first part of a double section and in preparing to wind the second part, a washer on the second part will divide the two parts. If the washers are made of thick paper, a second washer should be added before commencing to wind the second part. When the double sections are assembled, each part will then be divided by two washers. If cardboard is used, one outside washer is removed from each double section when assembling them.
It is well to number each double section with a pencil as the winding proceeds, and to store them until all are completed in a covered box to avoid dust or accidental injury. It is customary with the first few sections to wind on several turns of paper before starting the wire. To do this cut the paper, which should be very strong and well waxed, into strips long enough to make several turns around the washer W. The object of this is to give added space between the secondary winding and the primary, as the sparking tendency is greatest at the ends of the coil, and most breakdowns occur there.
It may be well to state that in winding the secondaries of coils for wireless telegraphy, and using the coarser wire to obtain the equivalent spark length o a coil wound with finer wire, it is necessary to use " re wire, consequently the sections will be of greater diameter. Spark length is not so important, however, and if, in using the specifications for a 4 in. spark and the coarser wire, a white, heavy 3 in. spark is obtained, .the result may be considered as quite satisfactory.
Continue to:
My Books

