The Metal Working Lathe And Its Uses. VII. Boring Cylindes on Faceplate
Description
This section is from the book "Amateur Work Magazine Vol5". Also available from Amazon: Amateur Work.
The Metal Working Lathe And Its Uses. VII. Boring Cylindes on Faceplate
ROBERT GIBSON GRISWOLD
In the last chapter, the boring of a cylinder that could be clamped to the carriage was considered. It is not always possible, however, to clamp some shapes to the carriage and it becomes necessary to fasten the piece to the face plate and bore with a tool held in the tool-post. This method, of course, introduces considerable overhang, and many problems of proper support for the overhanging end present themselves. We shall consider the case of boring a cylinder on the face plate with an overhang of some 11 inches.
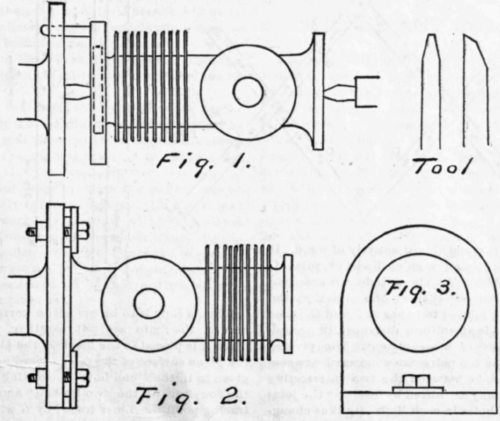
One end is first squared by placing on center and facing as shown in Fig. 1. Then the piece having had one true surface upon which it may rest provided, it is turned end for end and the piece clamped against the face plate, as shown in Fig. 2.
This leaves the opposite end unsupported, and when the tool takes hold chattering will commence, owing to the spring. This effect is taken care of by providing a temporary support for the outer end made of a piece of hard wood, Fig. 3, similar in shape to the steady rest and having the aperture lined with a piece of sheet iron or steel to take the wear. When such a rest is provided, a turned section should be made on the overhanging end so that it will run in perfect truth. This may best be done while supported on the centers. Then, when the casting has been firmly clamped to the face plate and the steady rest adjusted, the boring may be done. The center bridges, which are usually cast in castings for facing the ends, are knocked out after the outer end is finished.
The inside of the cylinder is always rough and uneven, so that a very light cut is all that can be taken at first until the tool gets under the scale. Here again enters the problem of proper tool support, because when the tool is working at the extreme inside of the cylinder it has considerable overhang and the pressure of the work is very apt to spring the tool considerably. This may be prevented to a great extent by having a boring tool similar to the one shown in the December, '04 issue of Amateur Work. The bar may be much heavier and will perform the work with far less chattering.
The final or finishing cut is made very fine and the end of the tool should be flat and about 1-16 in. wide, having a feed of less than 1-16 in. per turn. This should give a very smooth finishing cut, but the speed of the cut must not be too high.
It is somewhat difficult to bore a perfectly straight hole with this kind of a tool without several re-cuts; this is not always due to an error in the ways, but many other causes enter into the results which often make it quite troublesome. The spring of the over-hanging end is largely responsible for it, which spring
Continue to:
My Books

