Boring Core-Box For Gas Engine
Description
This section is from the book "Amateur Work Magazine Vol6". Also available from Amazon: Amateur Work.
Boring Core-Box For Gas Engine
Perhaps the way I bored out a core box for a small gas engine is not new to all of your readers, but at the same time it may interest others, writes Yrdnal, in "American Machinist."
A 3-horse-power gas engine came to us with the base broken, something as in Fig. 1. It was a 4-cycle type, open in the base on each side over bearings. The cylinder and base were cast in one piece and patching it was out of the question, as it was too badly broken. The only way out of it was to cast a new base, so we put the cylinder in the lathe and cut it off, as in pointed. The templet was then nailed to an upright piece that I had fastened to a board and clamped to the lathe bed. I tried the templet with the back and front of the core box; also had it at the same hight as the centers of the lathe. In the first and second cuts I had to let the pointer travel at a little distance away from the templet, but on the finishing cut I just kept the point from touching it. The finished job was barely 1/16 inch out and was very satisfactory in every way. I had done other jobs using the same kind of rig, and was always successful.
dotted lines in Fig. 1, trued the end and cut a thread on it, as in Fig. 2. Then we screwed the new base on good and tight and put in a couple of set screws to make a surer job of it. The little engine has been running constantly ever since, with no signs of loosening up.
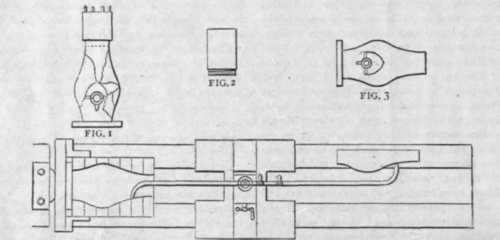
You know how it is in a repair shop where the lathe hands have to turn patterns for the patternmaker who has no wood lathe. Well, the pattern and core box were given me to be turned; the pattern, as in Fig. 3, was easy, but all the while I had the core box in mind; I schemed a way that turned out better than I expected.
The core box had to be 3/8 inch on a side smaller than the pattern, with the same curves, so as to have an even amount of metal all around. I got the patternmaker to make me a templet of the core box as it should be when finished, as shown at T, Fig. 4. I chucked and clamped the pattern in the lathe, as shown, and of course bolted weights on the chuck to counterbalance the pattern, I then made a long offset boring tool post with the cutting point in direct line with the centers of the lathe.
On the back end of the boring tool I clamped a piece of 3/8 round iron that had one end bent and
Continue to:
My Books

