On The Use Of The File. Continued
Description
This section is from the book "Practical Mechanics For Boys", by James Slough Zerbe. Also available from Amazon: Practical Mechanics for Boys.
On The Use Of The File. Continued
Key-Way Difficulties
But the trouble commences when the groove is filed for the depth. Invariably, the mistake will be made of filing the width first, so the key will fit in. As a result, in deepening the groove the file will contact with the walls, and you have a key-way too wide for the key.
To avoid this, file the depth, or nearly so, and then with a fine file cut in the corners in the direction indicated by the dart, Fig. 48.
A proper key is square in cross section. In such a case the depth of the key-way, at each side wall, is just half the width of the key-way.
An excellent key-seat rule can be made by filing out two right-angled pieces, as shown in Fig. 49, which can be attached to the ordinary six-inch metal rule, and this will enable you to scribe the line accurately for the key-way on the shaft.
 Fig. 49. Key-seat
Fig. 49. Key-seat
 |  |
| Fig. 50. | Fig. 51. |
| Filing Metal Round |
Filing Metal Round
It is sometimes necessary to file a piece of metal round. This is a hard job, particularly where it is impossible to scribe the end of the piece. Suppose it is necessary to file up a bearing surface, or surfaces, intermediate the ends of a square bar.
You have in that case four sides to start from, the opposite sides being parallel with each other, so that you will have two dimensions, and four equal sides, as shown in Fig. 50.
The first step will be to file off accurately the four corners 1, 2, 3, 4, so as to form eight equal sides or faces, as shown in Fig. 51. If you will now proceed to file down carefully the eight corners, so as to make sixteen sides, as in Fig. 52, the fourth set of corners filed down will make the filed part look like the illustration Fig. 53 with thirty-two faces.
 |  |
| Fig. 52. | Fig. 53. |
| Making a Bar Round |
This may be further filed down into sixty-four faces, and a few cuts of the finishing file will take off the little ridges which still remain. By using emery cloth, and wrapping it around the bearing portion, and changing it continually, while drawing it back and forth, will enable you to make a bearing which, by care, will caliper up in good shape.
Kinds Of Files
Each file has five distinct properties; namely: the length, the contour, the form in cross section, the kind of teeth, and the fineness of the teeth.
There are nine well-defined shapes for files. These may be enumerated as follows:
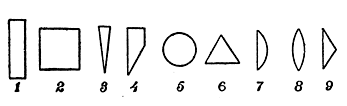 Fig. 54. Cross Sections of Files.
Fig. 54. Cross Sections of Files.
No. 1. The cotter file. The small kind is called a verge or pivot file.
No. 2. Square file, which may be tapering from end to end, or have parallel sides throughout.
No. 3. Watch pinion file. This may have its sides parallel or tapering, to make a knife-shaped file.
No. 4. Clock-pinion; which may be used for either nicking, piecing, or squaring-off purposes.
No. 5. Round, with parallel sides for gulleting purposes, or rat-tail when it tapers.
No. 6. Triangular, or three equally-sided body for saw filing.
No. 7. Equalizing file. This is parallel when used for making clock-pinions or endless screws; or for slitting, entering, warding, or making barrel holes, when the body of the file tapers.
No. 8. Cross, or double-round, half-file.
No. 9. Slitting file; which has parallel sides only. A cant file.
Character Of The File Tooth
Files are distinguished principally by the character of the oblique, or cross grooves and ridges which do the cutting and abrading when the file is drawn across the surface.
This is really more important than the shape, because the files, by their cuttings, are adapted for the various materials which they are to be used upon.
The files are classified as Double Cut, of which there are the rough, middle, bastard, second cut, smooth, and dead smooth.
The Float Cut, which is either rough, bastard or smooth; and
The Rasp Cut, either rough, bastard or smooth.
Several types are illustrated in Fig. 55, which show the characteristics of the various cuts.
The rasps are used principally for soft material, such as wood or for hoofs, in horse shoeing, hence they need not be considered in connection with machine-shop work
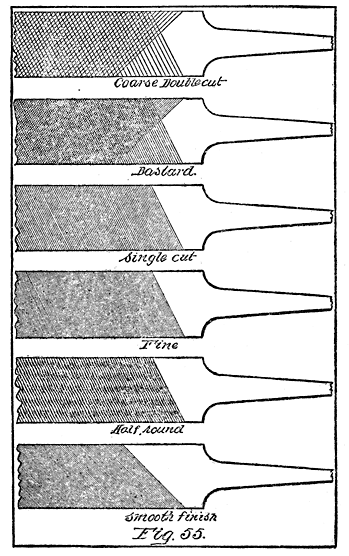 Fig. 55. Files.
Fig. 55. Files.
Holding The File
The common mistake on the part of the beginner is to drag the file across the work at an angle. The body of the file should move across straight and not obliquely.
Note this movement in Fig. 56 where the dash shows the correct movement of the file with relation to the work. Also observe that the file cutting ridges are not straight across the file, but at an angle to the direction of the dart.
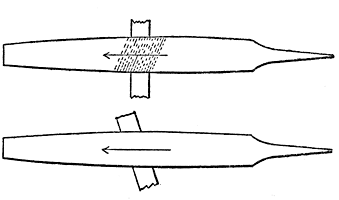 Fig. 56. Correct File Movement
Fig. 56. Correct File Movement
Injuring Files
Now the frequent practice is to use the file as shown in Fig. 57, in which case it is moved across obliquely. The result is that the angle of the file cut is so disposed that the teeth of the file do not properly aid in the cutting, but in a measure retard the operation.
File teeth are disposed at an angle for the purpose of giving them a shearing cut, which is the case when the file moves across the work on a line with its body.
To use a file as shown in Fig. 57 injures the file without giving it an opportunity to cut as fast as it would when properly used.
 Fig. 57. Incorrect File Movement
Fig. 57. Incorrect File Movement
Drawing Back The File
In drawing back a file it is always better to allow it to drag over the work than to raise it up. It is frequently the case that some of the material will lodge in the teeth, and the back lash will serve to clear out the grooves.
This is particularly true in filing copper, aluminum, lead, and like metals, but it is well to observe this in all cases
Continue to:
My Books

