Dip-Plating Process
Description
This section is from the book "The Boy Mechanic Vol. 2 1000 Things for Boys to Do", by Popular Mechanics Co.. Also available from Amazon: The Boy Mechanic, Vol2: 1000 Things for Boys to Do.
Dip-Plating Process
The various ways of doing dip plating are practically the same method, the coating fluid consisting of essentially the same materials.
The tank or crucible, as it may be called, consists of a piece of 3-in. gas pipe, 9 in. long, threaded at both ends, one end being fitted with a screw cap and the other with a pipe flange. This part is shown in Fig. 1. A piece of sheet metal is cut in the shape shown in Fig. 2 and bent to form a cone, so that the smaller end will fit snugly around the pipe and the base be 9 in. in diameter. The joined edges are riveted together. The assembled parts will appear as shown in Fig. 3.
The metal used for plating consists of bismuth, 4 oz.; antimony, 4 oz., and pure block tin, 10 lb. Place the antimony in the crucible and melt it, then add the tin and bismuth. A flame from an ordinary gasoline burner will be sufficient to heat the crucible.
Clean the article to be coated by rinsing it in strong caustic potash, which will remove all grime and grease, then dip it in. a strong solution of sal ammoniac and water. Dry it and then dip it in the melted metal, allowing it to remain there about 1 minute, then remove and plunge it in a bath made of 1 lb. of sal ammoniac and 1 gal. of water. The article is then dried in sawdust.
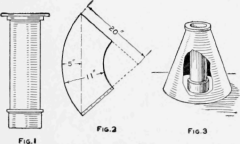
Ill: The Parts to Make the Crucible Consist of Pipe and Fittings and a Piece of Sheet Metal
The coating put on in this manner is a nice, shiny plate that will stand a lot of wear. No polishing or grinding is necessary. - Contributed by A. H. Waychoff, Lyons, Colo.
Continue to:
More:
- An Emergency Pencil Compass
- Horn Candle Sconce
- How To Make A Small Series Motor
- To Reduce The Gasoline Consumption Of an Automobile
- Repairing Worn Escapement Wheel of a Clock
- Wrench for Different-Size Nuts
My Books

