Drilling Glass
Description
This section is from the book "Things To Make In Your Home Workshop", by Arthur Wakeling. Also available from Amazon: Things to Make in Your Home Workshop.
Drilling Glass
For small holes in either window glass or plate glass, a triangular saw file makes an acceptable drill. Grind the point to make three surfaces corresponding to the sides of the file as shown in Fig. 46. It is better to use a grinding wheel that runs in water or oil in order to be sure not to heat the file, but if a dry wheel must be used, apply the file with very light pressure and dip the tip in water often. If the temper is drawn, the file is useless.

Fig. 45. - The way a file is held in a brace for drilling glass. Note the ring of putty which retains the turpentine.
To prepare the surface of the glass for drilling, mark the place for the hole by a scratching action of the point of the file. Then make a circular container around this mark, using putty or other plastic substance. Leave the glass exposed in the center and fill the little bowl with turpentine.

Fig. 46. - How the point of a file is ground for drilling glass.
The drilling is done with the file in a brace as shown in Fig. 45. A breast drill or a hand drill can be used for greater speed. Use light pressure and reverse the glass as soon as the point goes through.
The process of drilling in this manner is not rapid but, unless a large number of holes are to be made, it will prove satisfactory. The size of the file selected will, of course, determine the maximum size hole that can be drilled in this way.
For larger holes effective work can be done by using a brass tube. A suitable piece of tubing often can be had for the asking at a plumbing shop. Some such device as that illustrated in Fig. 47 is necessary for holding the tubing in place and perpendicular to the glass. It consists of a baseboard upon which the glass rests, a small block to serve as a spacer, and a two-by-four through which has been bored a hole just large enough to allow the tube to rotate freely.
In the process of boring with a tube, which should be cut square on the end, carborundum or other abrasive powder is used as the grinding agent. In order to allow this powder to enter under the edge of the tube, eight or more shallow notches are filed in the end.
The jig is then fastened on the work-table as shown in Fig. 47, and the plate placed in correct position under the tube. Carborundum powder may be poured into the tube or applied outside of it, together with a small amount of water. The glass is clamped down or wedged in to prevent its moving when the boring begins.
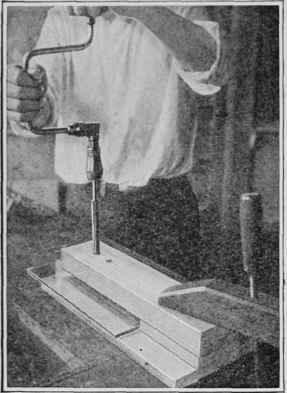
Fig. 47. - Grinding a hole in plate glass with a brass tube charged with abrasive powder.
A rose countersink or a reamer set in the brace or drill stock will serve to rotate the tube, for no great power is nec-essary. The use of a drill press or lathe or any other application of motor power reduces the time necessary for the job.
If care is taken, the tube can be al-lowed to cut through the glass, but a safer way is to reverse it, provided the jig can be fixed in exactly the right position on the opposite side.
A little practice will teach just how much pressure can be applied for best results in cutting. After the groove has been made, it should be kept filled with water; and additional abrasive should be applied when necessary. If the edge around the hole is somewhat sharp or rough, polish it with carborundum powder held on a piece of wet cloth or rubbing felt.
For use with the tube method of drilling - or, more properly, grinding - glass, an efficient guide can be made from a cut iron washer with a hole slightly larger than the drill tube (Fig. 48). A bit of beeswax is melted and poured on the place to be drilled, and the washer is pressed into it.
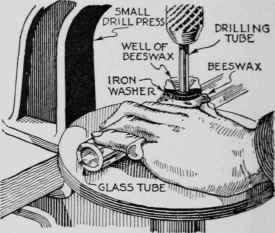
Fig. 48. - An iron washer and beeswax serve as a guide for drilling glass tubing.
The surplus wax is removed from the hole in the washer and, with a little additional wax, is formed into a funnellike well about the drill. The well is filled with turpentine or water, and the drilling proceeds as usual. This method of making a guide is easily applied to flat sheets or to convex surfaces and gives rigid support at the cutting edge of the drill where it is most needed.
Continue to:
My Books

