Machine For Dotting Tulles And Other Light Fabrics
Description
This section is from "Scientific American Supplement Volumes 275, 286, 288, 299, 303, 312, 315, 324, 344 and 358". Also available from Amazon: Scientific American Reference Book.
Machine For Dotting Tulles And Other Light Fabrics
Dotted or chenilled tulles are fabrics extensively used in the toilet of ladies, and the ornamentation of which has hitherto been done by the application to the tissue, by hand, either of chenille or of small circles previously cut out of velvet. This work, which naturally takes considerable time, greatly increases the cost price of the article.
A few trials at doing the work mechanically have been made, but without any practical outcome. The workwomen who do the dotting are paid at Lyons at the rate of 80 centimes per 100 dots; so that if we take tulle with dots counter-simpled 0.04 of an inch, which is the smallest quincunx used, and suppose that the tissue is 31 inches wide and that the daily maximum production is one yard, we find that 400 dots at 80 centimes per 100 = 3 francs and 20 centimes (about 63 cents), the cost of dotting per yard. It is true that the workwoman furnishes the velvet herself.
Mr. C. Ricanet, of Lyons, has recently invented a machine with which he effects mechanically the different operations of dotting, not only on tulles but also upon gauzes or any other light tissues whatever, such as those of cotton, silk, wool, etc. Aided by a talented mechanic, Mr. Ricanet has succeeded in constructing one of those masterpieces of wonderfully accurate mechanism of which the textile industry appears to have the monopoly--at least it is permissible to judge so from the remarkable inventions of Vaucanson, Jacquard, Philippe de Girard, Heilmann, and others.
The object of this new machine, then, which has been doing its wonderful work for a few days only, is to reproduce artificially chenille embroidered on light tissues, by mechanically cutting out and gluing small circles of velvet upon these fabrics.
For this purpose all kinds of velvet may be employed, and, in order to facilitate the cutting, they are previously coated on the reverse side with any glue or gum whatever, which gives the velvet a stiffness favorable to the action of the punch. To effect the object desired the apparatus has three successive operations to perform: first, cutting the circles; second, moistening; and third, fastening down the dots upon the tissue according to a definite order and spacing. The machine may be constructed upon any scale whatever, although at present it is only made for operating on pieces 31 inches wide, that being the normal width of dotted tulles. The quincuncial arrangement of the dots is effected by the punching, moistening, and fastening down of odd and even dots, combined with the forward movement of the tissue to be chenilled.
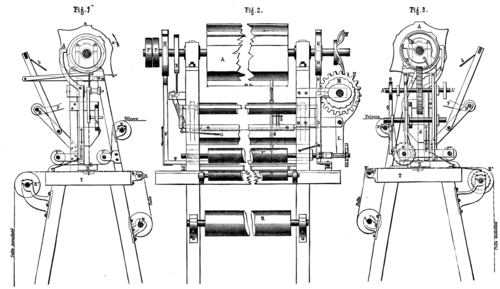
The principal part of the machine is the cam-shaft, A (Figs. 1, 2, and 3), which revolves in the direction of the arrows and passes in the center of 80 cam-wheels, 40 of which are odd and 40 even, alternately opposed to each other. This shaft actuates, through its two extremities, the different combined motions in view of the final object to be attained, and also carries the motive pulleys, PP'. Figs. 1 and 2 show the profile of two of these opposed cam-wheels--the arrangement by means of which two rows of dots (odd and even) are laid down upon the tissue during one revolution of the shaft or drum, A. Each of the wheels carries three cams (Figs. 1 and 3), the first, (a), corresponding to the punching; the second, (a'), to the moistening, and the third, (a''), to the gluing down of the dots.
The annexed figure, one-quarter actual size, shows in section the details of the cutting mechanism. To each cam-wheel there corresponds one punch, and the eighty punches are arranged side by side and parallel upon a shaft, B, a spring, b, holding them constantly against the circumference of the cam-wheels. In Fig. 2 only one of these details is shown. The punching arrangement consists of an ordinary punch, c, of variable diameter, screwed to the extremity of a tube, d, which is itself suspended from the end of the lever, p, but which can receive from it at the desired moment the pressure necessary to effect the cutting. The vertical position of these multiple tubes is insured by a guide, e, which is thoroughly indispensable. Through each of the tubes, d, there passes a plunger designed for expelling from the punch the piece that has been cut out of the velvet, and for gluing it down to the fabric. The two small springs, b' and b'', tend continually to lift the tubes as well as the plunger. The whole mechanism is affixed to solid cast-iron frames, and the machine itself may be mounted on wooden supports or a metal frame.
The punching is effected on a bronze straight-edge, C, which slides in a cast-iron channel, D. This presents alternately, in its movement, entire and punctured spaces, the former for receiving the blow of the punch and the latter for allowing passage at the desired moment to the plunger as it goes to fasten the dots upon the tulle which is passing along underneath the channel, D. The punching is done primarily and principally by pressure, but, in order to facilitate the complete detachment of filaments which might retain the punched-out piece, the punch is likewise given at the same time a slight rotary motion, thus imitating mechanically what is performed by hand in the maneuver of all punches. This rotary motion is communicated to the punches by means of levers actuated by an eccentric, E, and which move the frame, h, whose bars engage with the horizontal lever, g, soldered to the tube, d, thus causing the latter at the very moment the punch descends to revolve from right to left. The forty punches in operation cause the frame to return to its initial position through the action of the springs, b'. We say forty, since the inventor, in principle, has admitted 80 punches, operating 40 as odd and 40 as even; obtaining in this way a dotting in a regular quincunx of one yard, that is to say, 80 dots arranged in two rows on a fabric 31 inches wide. But it is evident that a much larger quincunx may be had by putting in play only a half, a third, or a fourth of the punches, and causing the tulle and velvet to advance proportionally. For this purpose it is only necessary to unscrew the punches which are not to act, and to substitute for the ratchet wheel which controls the unrolling of the I tulle, another having a number of teeth proportioned to the desired spacing of the dots.
The punching having been executed, and the drum, A, continuing to revolve, the punches rise a little owing to the conformation of the cam-wheel, and through the action of the springs, b, and allow the moistener to move forward to dampen the little circles which remain at the orifice of the punches. The moistener or dampener is a sort of pad equal in length to the field of action of the punches, and is affixed to a cross-bar, F, which is connected at its two extremities with the levers, G, that are actuated by the cam-wheels, H. These cam-wheels, or eccentrics, H, which are mounted on the shaft of the drum, A, cause the moistener to move forward as soon as the punches rise after operating, and, when it arrives beneath the punches, the larger cams, a, of the cam-wheels, A, press the latter upon the pad and thus effect the dampening of the circles of velvet.
Immediately afterwards, the same eccentrics, H, acting on a lever, I, uncover the holes in the straight-edge, C, and the channel, D. The large cams, a", of the wheel, A, then acting very powerfully upon the respective punches, cause these latter to pass through the orifices so that the extremity of each punch comes within about one twenty-fifth of an inch of the fabric to be dotted. In this passage of the tube, d, a small rod, i, connected by a lever with the plunger, f, is made to abut against the guide, e, thus causing the descent of the plunger to a sufficient degree to push the velvet "dot" out of the tube and to glue it upon the fabric. The manner in which these operations are performed being now well enough understood, let us for a moment examine the motions of the fabrics to be cut and dotted--the first being velvet or any other material, even metal (goldleaf, for example), and the second, the tulle.
The latter has but one motion, and that is in the direction of its length, while the velvet has, in addition to this same motion, another slight one from right to left in the direction of its width in order to diminish waste as much as possible.
The tulle to be dotted is first wound around a roller, R, from whence it passes over the glass guide-roller, R', and between the channel, D, and the table, T, to the roller, R", which is heated by steam.
The hot air which is radiated dries the dots, and from thence the fabric is taken up by other rollers or by any other method. The steam roller, R", carries at one of its extremities a ratchet wheel whose teeth vary in number according to the greater or less rapidity with which the tulle is unrolled. It is actuated by a lever which receives its motion from the eccentric, K.
IMPROVED MACHINE FOR DOTTING TULLAND OTHER LIGHT FABRICS.
In the table, T, there is a rectangular receptacle, t, containing rasped or powdered velvet for the purpose of forming a reverse of the dot. This powder attaches itself to the gum and imitates on the wrong side of the fabric a dot similar to that on the upper or right side. The velvet is wound upon the roller, r, and from thence passes under the guiding roller, r', the punches, and the second roller, r". These two latter rollers are solidly connected by a straight-edge fixed at the extremity of the lever, L, whose other end is in continuous correlation with the eccentric, M, which controls the lateral displacements; while the eccentric, O, actuates, by means of the screw, Q, and the ratchet-wheel, S, the longitudinal advance of the velvet. The eccentric, M, is fixed upon an axle, A', which carries a wheel, U, having teeth inclined with respect to its axis, and which derives its motion from the Archimedean screw, N, fixed at one of the extremities of the cam-shaft, A.
We have stated above that the maximum daily hand production of tulle dotted in quincunxes of 0.04 of an inch is about one yard. At the rate of 30 revolutions per minute, and for the same article as that just mentioned, this dotting machine is capable of producing, theoretically, 360 yards per 10 hours; but practically this production is reduced to about 250 yards, which, however, is sufficiently satisfactory.
Continue to:
My Books

