Rectification Of Alcohol By Electricity
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
Rectification Of Alcohol By Electricity
Some time ago, Mr. Laurent Naudin, it will be remembered,[1] devised a method of converting the aldehydes that give a bad taste and odor to impure spirits, into alcohol, through electrolytic hydrogen, the apparatus first employed being a zinc-copper couple, and afterward electrolyzers with platinum plates.
[Footnote 1: See SCIENTIFIC AMERICAN SUPPLEMENT of July 29, 1882, p. 5472.]
His apparatus had been in operation for several months, in the distillery of Mr. Boulet, at Bapeaume-les-Rouen, when a fire in December, 1881, completely destroyed that establishment. In reconstructing his apparatus, Mr. Naudin has availed himself of the experience already acquired, and has necessarily had to introduce important modifications and simplifications into the process. In the zinc-copper couple, he had in the very first place proposed to employ zinc in the form of clippings; but the metal in this state presents grave inconveniences, since the subsidence of the lower part, under the influence of the zinc's weight, soon proves an obstacle to the free circulation of the liquids, and, besides this, the cleaning presents insurmountable difficulties. This is why he substituted for the clippings zinc in straight and corrugated plates such as may be easily found in commerce. The management and cleaning of the pile thus became very simple.

FIG. 1.--APPARATUS FOR HYDROGENIZING IMPURE SPIRITS.
The apparatus that contains the zinc-copper couple now has the form shown in Fig. 1. It may be cylindrical, as here represented, or, what is better, rectangular, because of the square form under which the sheets of zinc are found in commerce.
In this vessel of wood or iron plate, P, the corrugated zinc plates, b, b', b", are placed one above the other, each alternating with a flat one, a, a', a". These plates have previously been scoured, first with a weak solution of caustic soda in order to remove every trace of fatty matter derived from rolling, and then with very dilute hydrochloric acid, and finally are washed with common water. In order to facilitate the disengagement of hydrogen during the reaction, care must be taken to form apertures in the zinc plates, and to incline the first lower row with respect to the bottom of the vessel. A cubical pile of 150 hectoliters contains 105 rows of No. 16 flat and corrugated zinc plates, whose total weight is 6,200 kilogrammes. We obtain thus a hydrogenizing surface of 1,800 square meters, or 12 square meters per hectoliter of impure spirits of 50° to 60° Gay-Lussac. The raw impure spirits enter the apparatus through the upper pipe, E, and, after a sufficient stay therein, are drawn off through the lower pipe, H, into a reservoir, R, from whence, by means of a pump, they are forced to the rectifier.
The hydrogen engendered during the electrolysis is disengaged through an aperture in the cover of the pile.
As a measure of precaution, the hydrogen saturated with alcoholic vapors may be forced to traverse a small, cooled room. The liquefied alcohol returns to the pile. At a mean temperature of 15°, the quantity of alcohol carried along mechanically is insignificant. In order to secure a uniformity of action in all parts of the spirits, during the period devoted to the operation, the liquid is made to circulate from top to bottom by means of a pump, O. The tube, N, indicates the level of the liquid in the vessel. The zinc having been arranged, the first operation consists in forming the couple. This is done by introducing into the pile, by means of the pump, O, a solution of sulphate of copper so as to completely fill it.
The adherence of the copper to the zinc is essential to a proper working of the couple, and may be obtained by observing the following conditions:
1. Impure spirits of 40° Gay-Lussac, and not water, should be used as a menstruum for the salt of copper.
2. The sulphatization should be operated by five successive solutions of ½ per cent., representing 20 kilogrammes of sulphate of copper per 100 square meters of zinc exposed, or a total of 360 kilogrammes of sulphate for a pile of 150 hectoliters capacity.
3. A temperature of 25° should not be exceeded during the sulphatization.
The use of spirits is justified by the fact that the presence of the alcohol notably retards the precipitation of copper. As each charging with copper takes twenty-four hours, it requires five days to form the pile. At the end of this time the deposit should be of a chocolate-brown and sufficiently adherent; but the adherence becomes much greater after a fortnight's operation.
Temperature has a marked influence upon the rapidity and continuity of the reaction. Below +5° the couple no longer works, and above +35° the reaction becomes vigorous and destroys the adherence of the copper to such a degree that it becomes necessary to sulphatize the pile anew. The battery is kept up by adding every eight days a few thousandths of hydrochloric acid to a vatful of the spirits under treatment, say 5 kilos. of acid to 150 hectoliters of spirits. The object of adding this acid is to dissolve the hydrate of oxide of zinc formed during the electrolysis and deposited in a whitish stratum upon the surface of the copper. The pile required no attention, and it is capable of operating from 18 months to two years without being renewed or cleaned.
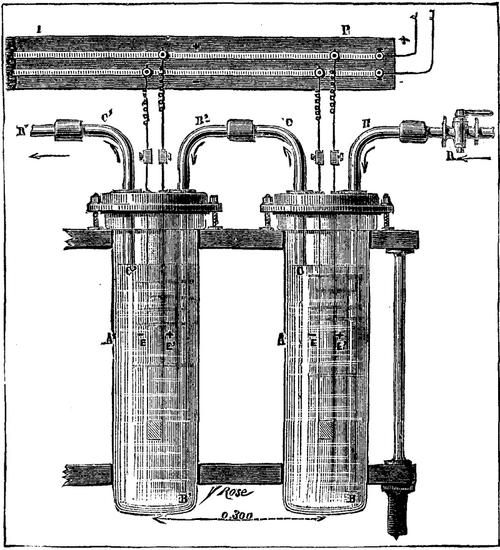
FIG. 2.--ELECTROLYZING APPARATUS.
Passing them over, the zinc-copper couple does not suffice to deodorize the impure spirits, so they must be sent directly to a rectifier. But, in certain cases, it is necessary to follow up the treatment by the pile with another one by electrolysis. The voltameters in which this second operation is performed have likewise been modified. They consist now (Fig. 2) of cylindrical glass vessels, AH, 125 mm. in diameter by 600 in height, with polished edges. These are hermetically closed by an ebonite cover through which pass the tubes, B' C' and B C, that allow the liquid, E+E-E'+E', to circulate.
The current of spirits is regulated at the entrance by the cock, R, which, through its division plate, gives the exact discharge per hour. In addition, in order to secure great regularity in the flow, there is placed between the voltameters and the reservoir that supplies them a second and constant level reservoir regulated by an automatic cock.
In practice, Mr. Naudin employs 12 voltameters that discharge 12 hectoliters per hour, for a distillery that handles 300 hectoliters of impure spirits every 24 hours. The electric current is furnished to the voltameters by a Siemens machine (Fig. 3) having inductors in derivation, the intensity being regulated by the aid of resistance wires interposed in the circuit of the inductors.
The current is made to pass into the series of voltameters by means of a commutator, and its intensity is shown by a Deprez galvanometer. The voltameters, as shown in the diagram, are mounted in derivation in groups of two in tension. The spirits traverse them in two parallel currents. The Siemens machine is of the type SD, and revolves at the rate of 1,200 times per minute, absorbing a motive power of four horses.

FIG. 3.--ARRANGEMENT OF THE SIEMENS MACHINE.
The disacidification, before entering the rectifier, is effected by the metallic zinc. Let us now examine what economic advantages this process presents over the old method of rectifying by pure and simple distillation. The following are the data given by Mr. Naudin:
In ordinary processes (1) a given quantity of impure alcohol must undergo five rectifications in order that the products composing the mixture (pure alcohol, oils, etc.) may be separated and sold according to their respective quality; (2) the mean yield in the first distillation does not exceed 60 cent.; (3) the loss experienced in distillation amounts, for each rectification, to 4 per cent.; (4) the quantity of essential oils (mixture of the homologues of ethylic alcohol) collected at the end of the first distillation equals, on an average, 3.5 per cent.; (5) the cost of a rectification may be estimated at, on an average, 4 francs per hectoliter.
All things being equal, the yield in the first operation by the electric method is 80 per cent., and the treatment costs, on an average, 0.40 franc per hectoliter. The economy that is realized is therefore considerable. For an establishment in which 150 hectoliters of 100° alcohol are treated per day this saving becomes evident, amounting, as it does, to 373 francs.
We may add that the electric process permits of rectifying spirits which, up to the present, could not be rectified by the ordinary processes. Mr. Naudin's experiments have shown, for example, that artichoke spirits, which could not be utilized by the old processes, give through hydrogenation an alcohol equal to that derived from Indian corn.--La Nature.
Continue to:
My Books

