A Visit To The Creusot Works
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
A Visit To The Creusot Works
Here we are at the great forge (Fig. 1), that wonderful creation which has not its like in France, that gigantic construction which iron has wholly paid for, and which covers a space of twenty-four acres. We first remark two puddling halls, each of which contains 50 furnaces and 9 steam hammers. It is in these furnaces that the iron is puddled. The ball or bloom thus obtained is afterward taken to the hammer, which crushes it and expels the scoriae.

Fig. 1. - THE GREAT HALL OF FORGES AT THE CREUSOT WORKS.
The puddler's trade, which is without doubt the most laborious one in metallurgy, will surely soon be lightened through the use of steam. Two rotary furnaces actuated by this agent have been in operation for a few years at Creusot, and each is yielding 20 tons of iron per day.
We have but a court of 130 feet in width to cross in order to reach the rolling mill. At the entrance to this we enjoy one of the most beautiful sights that the immense works can offer. For a length of 1,240 feet we perceive on one side a series of rolling machines, and on the other a row of reverberatory furnaces that occasionally give out a dazzling light. In the intervals are fiery blocks that are being taken to the rolling machines, in order to be given the most diverse forms, according to the requirements of commerce.
The iron obtained by puddling is not as yet in its definite state, but the rolling mill completes what the puddling hall does in the rough. Five hundred and fifty thousand tons of iron, all shaped, are taken from the forge every day. To reach such a result it requires no less than 3,000 workmen and a motive power of 7,000 horses.
But do not be appalled at the cost of the coal, for, thanks to ingenious processes, the heat lost from the furnaces nearly suffices to run the boilers. If we remark that a power of one horse does in one hour the equivalent of a man's labor per day, we conclude that these machines (which run night and day) represent an army of 160,000 men that lends its gratuitous aid to the workmen of the forge. This is what is called progress in industry.
We have just seen that iron is obtained in small masses. These can be welded upon heating them to 1,500 or 2,000 degrees. It is impossible to manufacture a large piece exempt from danger from the weldings. Cast iron always has defects that are inherent to its nature, and these are all the more dangerous in that they are hidden. Steel is exempt from these defects, and, moreover, whatever be the size of the ingot, its homogeneousness is perfect. This is what has given the idea of manufacturing from it enormous marine engines and those gigantic guns that the genius of destruction has long coveted.
Ah, if the good sense of men does not suffice to put a limit to their increasing progress, bridges, viaducts, and tunnels will take it upon themselves, if need be, to bar their passage. But, in order to forge large ingots, it became necessary before all to increase the power of the steam hammer. The Creusot establishment, which endowed metallurgy with this valuable machine, had allowed itself to be eclipsed, not by the number (for it had 57), but by the dimensions of the largest one. In 1875, the Krupp works constructed one of 50 tons, and their example was followed at Perm, St. Petersburg, and Woolwich. It was then that Mr. Henry Schneider put in execution a bold project that he had studied with his father, that of constructing a 100 ton steam hammer, along with the gigantic accessories necessary (Fig. 2). It became necessary to erect a building apart for its reception. This structure covers a surface of one and three-quarter roods, and reaches a height of 98 feet in the center. As for the hammer, imagine uprights 25 feet in height, having the shape of the letter A, surmounted with a cylinder 19½ feet in length and of a section of 3½ square yards.
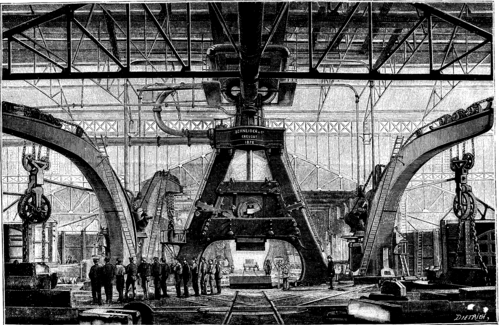
Fig. 2. - THE CREUSOT ONE HUNDRED TON STEAM HAMMER.
The piston which moves in this cylinder, under a pressure of 5 atmospheres, is capable of lifting a weight of 100 tons. The hammer, which is fixed to this piston by a rod, has therefore an ascensional force of 88,000 pounds. It can be raised 16 feet above the anvil, and this gives it a power three and a third times greater than that of the Prussian hammer. Large guns can therefore be made in France just as well as in Germany.
This enormous mass is balanced in space at the will of one man, who, by means of a lever, opens and closes two valves without the least effort. This colossal hammer required an anvil worthy of it. This weighs 720 tons, and rests upon granite in the center of 196 feet of masonry.
The hammer is surrounded with four furnaces heated by gas, and duty is done for each of these by steam cranes capable of lifting 350,000 pounds. These cranes take the glowing block from the furnace, place it upon the anvil, and turn it over on every side at the will of the foreman. Under this hammer a cannon is forged as if it were a mere bolt. The piece is merely rough-shaped upon the anvil, and a metallic car running upon a 36 foot track carries it to the adjusting shop. There the cannon is turned, bored, and rifled, and nothing remains but to temper it, that is to say, to plunge it into a bath after it has been heated white hot. For this purpose an enormous ditch has been dug in which there is a cylindrical furnace, and alongside of it there is a well of oil. The car brings the cannon to the edge of the ditch, and a steam crane performs the operation of tempering with as much ease as we would temper a knife blade.
In the presence of such engines of attack it was necessary to think of defense. The hammer that forges the cannon also gives us the armor plate to brave it. This time the ingot is flattened under the blows of the hammer, and even takes the rounded form of the stern, if it be so desired. Thus is obtained the wall of steel that we wish.
Continue to:
My Books

