Modern Armor. Part 3
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
Modern Armor. Part 3
Forged steel armor, tempered in oil, is fabricated at Le Creusot, France, by Schneider & Co., using open-hearth steel, and forging under the 100 ton hammer. The ingots are cast, with twenty-five per cent. sinking head and are cubical in form. The porter bar is attached to a lug on one side of the ingot. By means of a crane with a curved jib which gives springiness under the hammer, the ingot is thrust into the heating furnace. On arriving at a good forging heat it is swung around to the 100 ton hammer, under which it is worked down to the required shape. A seventy-five ton ingot requires about eight reheatings before being reduced to shape. Having been reduced to shape, the plate is carefully annealed, then raised to a high tempering heat, and the face tempered in oil. It is reannealed to take out the internal strains, care being taken not to reduce the face hardness more than necessary. The Schneider process of tempering is based upon the utilization of the absorption of heat caused by the fusing or melting of a solid substance, and of the fact that so long as a solid is melting or dissolving in a liquid substance, the liquid cannot get appreciably hotter, except locally around the heating surface.
The body to be hardened is plunged at the requisite temperature into a bath containing the solid melting body, or is kept under pressure in the solid material of low melting point until the required extraction of heat has taken place, more solid material being added if necessary as that originally present melts and dissolves.
Nickel steel armor is made in a similar manner to the steel plates, the material used in casting the ingot being an alloy of nickel and steel containing between three and four per cent. of nickel.
The Harvey process of making armor consists in taking an all-steel plate and carbonizing the face. This carbonizing process is very similar to the cementation process of producing steel, and by it the face of the plate is made high in carbon and very hard.
The system invented by Sir Joseph Whitworth, of Manchester, England, consists in what might be called scale armor. A section of a sample of the armor represents four plates. The outer layer, one inch thick, is composed of steel of a tensile strength of 80 tons per square inch; the second layer, one inch thick, of steel whose tensile strength is 40 tons per square inch; the third and fourth layers, each one-half inch thickness, of mild steel. The outer layer is in small squares of about ten inches on a side, and is fastened to the second layer by bolts at the corners and one in the middle of each square. The surface is flush. (See Fig. 9.)
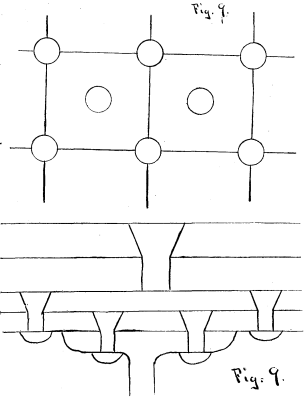 The end sought by the above system is to break up the shot by the hard steel face and to restrict any starring or cracking of the metal to the limit of the squares or scales struck. The bolts are of high carbon and are extremely hard steel.
The end sought by the above system is to break up the shot by the hard steel face and to restrict any starring or cracking of the metal to the limit of the squares or scales struck. The bolts are of high carbon and are extremely hard steel.
Armor plates must often be bent or curved to single or double curvature and sometimes to a warped surface to fit the form of the ship. There are several methods of bending plates. One method employs a cast iron slab of the required form, which is placed on the piston of a hydraulic press. The armor plate is placed face down on this slab, and on top of the plate are laid packing blocks of cast iron, of such sizes and shapes as to conform to the required curve. These blocks take against the upper table of the press, when the piston is forced up, and the hot plate is thus dished to the proper form.
In the French method of bending, an anvil or bed plate of the required curve is used, and the armor plate is forced to take the curve by being hammered all over its upper surface with a specially designed steam hammer.
The edges of the plate are trimmed by large, powerful slotting machines or circular saws; the latter, however, operate in exactly the same manner as a slotter, except that there is no return motion to the tool. Each tooth of the saw is but a slotting tool, and these teeth are, by screws, rendered capable of being nicely adjusted in the circumference of the saw.
The plates are fastened to the hulls and backing by heavy bolts, varying in size according to the weight of the individual plate. For the 6,000 ton armored ships, these bolts are from 2.75 to 3.1 inches in diameter and from 18.45 to 23 inches in length. They are tapped two or three inches into the armor and do not go through the plate. They pass through wrought iron tubes in the backing and set up with cups, washers and nuts against the inner skin of the ship.
At steel works where plates for our new navy are being manufactured, there are inspectors who look after the government's interests. Officers of the navy are detailed for this work, and their duty is to watch the manufacture of plates through each part of the process and to see that the conditions of the specifications and contract are complied with.
The inspection and testing of armor plates consists in examining them for pits, scales, laminations, forging cracks, etc., in determining the chemical analysis of specimens taken from different parts, in determining the physical qualities of specimens taken longitudinally and transversely, and the ballistic test. Specifications for these different tests are constantly undergoing change, and it would be impossible to state, with exactness, what the requirements are or will be in the near future. The ballistic test is the important one, and is made by taking one plate of a group and subjecting it to the fire of a suitable gun. The other tests are simply to insure, as far as practicable, that all the other plates of the group are similar to and are capable of standing as severe a ballistic test as the test plate.
The following will give an idea of the ballistic test as prescribed by the Bureau of Ordnance, Navy Department. The test plate, irrespective of its thickness, is to be backed by thirty-six inches of oak or other substantial wood. Near the middle region of the plate an equilateral triangle will be marked, each side of which will be three and one-half calibers long. The lower side of the triangle will be horizontal. Three shots will be fired, the points of impact being as near as possible the extremities of the triangle. The velocity of the shot will be such as to give the projectile sufficient energy to just pass through a wrought iron plate of equal thickness to the test plate, and through its wood backing. The velocity is calculated by the Gavre formula:
Continue to:
My Books

