Riveted Joints In Boiler Shells. Continued
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
Riveted Joints In Boiler Shells. Continued
Drilling Rivet Holes
In the foregoing I have not referred to the drilling of rivet holes in place of punching. The great objection to drilling rivet holes is the expense, from the fact that it takes more time, and when drilled of full rivet size we are met with the difficulty of getting the rivet holes to correspond, as they are when punched of full rivet diameter. When two plates are drilled in place together, the drill will produce a burr between the two plates - on account of their uneven surfaces - which prevents them being brought together, so as to be water and steam tight, unless the plates are afterward separated and the burr removed, which, of course, adds greatly to the expense.
The difference in strength between boiler plates punched or drilled of full rivet size may be either greater or less than the difference in strength between unperforated plates of equal areas of fracture section. When the metal plates are very soft and ductile, the operation of punching does no appreciable injury. Prof. Thurston says he has sometimes found it actually productive of increased strength; the flow of particles from the rivet hole into the surrounding parts causing stiffening and strengthening. With most steel and hard iron plates the effect of punching is often to produce serious weakening and a tendency to crack, which in some cases has resulted seriously. With first class steel or iron plates, punching is perfectly allowable, and the cost is twenty-five per cent. less than drilling; in fact, none but first class metal plates should be used in the construction of steam boilers.
In the original punching machines the die was made much larger than the punch, and the result was a conical taper hole to receive the rivet. With the advanced state of the arts the punch and die are accurately fitted; that is to say, the ordinary clearance for a rivet of (say) three-fourths of an inch diameter, the dies have about three sixty-fourths of an inch, the punch being made of full rivet size, and the clearance allowed in the diameter of the die.
Take, for example, cold punched nuts. Those made by Messrs. Hoopes & Townsend, Philadelphia, when taken as specimens of "commercial," as distinguished from merely experimental punching, are of considerable interest in this connection, owing to the entire absence of the conical holes above mentioned.
When the holes are punched by machines properly built, with the punch accurately fitted to the die, the effect is that the metal is made to flow around the punch, and thus is made more dense and stronger. That some such action takes place seems probable, from the appearance of the holes in the Hoopes & Townsend nuts, which are straight and almost as smooth as though they were drilled.
Therefore I repeat that iron or steel that is not improved by proper punching machinery is not of fit quality to enter into the construction of steam boilers.
STRENGTH OF PUNCHED AND DRILLED IRON BARS.
HOOPES & TOWNSEND.
| Thickness of bar in inches. | Thickness outside of hole in inches. | Punched bars broke in pounds. | Drilled bars broke in pounds. | ||
|---|---|---|---|---|---|
| 3/8 or | 0.375 | 3/8 or | 0.375 | 31,740 | 28,000 |
| 3/8 or | 0.375 | 3/8 or | 0.375 | 31,380 | 26,950 |
| 5/8 or | 0.625 | 1/4 or | 0.25 | 18,820 | 18,000 |
| 5/8 or | 0.625 | 1/4 or | 0.25 | 18,750 | 17,590 |
| 5/8 or | 0.625 | 3/16 or | 0.1875 | 14,590 | 13,230 |
| 5/8 or | 0.625 | 3/16 or | 0.1875 | 15,420 | 13,750 |
| 5/8 or | 0.625 | 1/8 or | 0.125 | 10,670 | 9,320 |
| 5/8 or | 0.625 | 1/8 or | 0.125 | 11,730 | 9,580 |
It will be seen from the above that the punched bars had the greatest strength, indicating that punching had the effect of strengthening instead of weakening the metal. These experiments have given results just the reverse of similar experiments made on boiler plates; but the material, such as above experimented upon, is what should be placed in boilers, tough and ductile, and the manner of, and care taken in, punching contribute to these results.
It is usual to have the rivet holes one-sixteenth of an inch in diameter larger than the rivets, in order to allow for their expansion when hot; it is evident, however, that the difference between the diameters of the rivet hole and of the rivet should vary with the size of the rivet.
The hole in the die is made larger than the punch; for ordinary work the proportion of their respective diameters varies from 1:1.5 to 1:2.
As I have before stated, the best plate joint is that in which the strength of the plate and the resistance of the rivet to shearing are equal to each other.
In boilers as commercially made and sold the difference in quality of the plates and rivets, together with the great uncertainty as to the exact effect of punching the plates, have, so far, prevented anything like the determination either by calculation or experiment of what might be accepted as the best proportions of riveted joints.
In regard to steel plates for boilers Mr. F.W. Webb, of Crewe, England, chief engineer of the London and Northwestern Railway, has made over 10,000 tests of steel plates, but had only two plates fail in actual work; these failures he thought were attributable solely to the want of care on the part of the men who worked the plates up.
All their rivet holes for boilers were punched in a Jacquard machine, the plates then annealed, and afterward bent in rolls; they only used the reamer slightly when they had three thicknesses of plate to deal with, as in butt joints with inside and outside covering strips. These works turn out two locomotive boilers every three days.
The Baldwin Locomotive Works, which turn out on an average three locomotives per day, punch all their rivet holes one sixteenth inch less in diameter and ream them to driven rivet size when in place. They also use rivets with a fillet formed under head made in solid dies.
Rivets
Rivets of steel or iron should be made in solid dies. Rivets made in open dies are liable to have a fin on the shank, which prevents a close fit into the holes of the plates. The use of solid dies in forming the rivet insures a round shank, and an accurate fit in a round hole. In addition, there is secured by the use of solid dies, a strong, clean fillet under the head, the point where strength is most needed.
Commencing with a countersunk head as the strongest form of head, the greater the fillet permissible under the head of a rivet, or bolt, the greater the strength and the decrease in liability to fracture, as a fillet is the life of the rivet.
If rivets are made of iron, the material should be strong, tough, and ductile, of a tensile strength not exceeding 54,000 pounds per square inch, and giving an elongation in eight inches of not less than twenty-five per cent. The rivet iron should be as ductile as the best boiler plate when cold. Iron rivets should be annealed and the iron in the bar should be sufficiently ductile to be bent cold to a right angle without fracture. When heated it should be capable of being flattened out to one-third its diameter without crack or flaw.

FIG. 15. Solid Die Rivet. and FIG. 16. Open Die Rivet.
If rivets are made of steel they must be low in carbon, otherwise they will harden by chilling when the hot rivets are placed in the cold plates. Therefore, the steel must be particularly a low grade or mild steel. The material should show a tensile strength not greater than 54,000 pounds per square inch and an elongation in eight inches of thirty per cent. The United States government requirements are that steel rivets shall flatten out cold under the hammer to the thickness of one-half their diameter without showing cracks or flaws; shall flatten out hot to one-third their diameter, and be capable of being bent cold in the form of a hook with parallel sides without cracks or flaws. These requirements were thought at first to be severe, but the makers of steel now find no practical difficulty in meeting these specifications.
The forming of the head of rivets, whether of steel or iron, and whether the heads are conical or semi-spherical, should not be changed by the process of riveting. The form of the head is intended to be permanent, and this permanent form can only be retained by the use of a "hold fast," which conforms to the shape of the head. In the use of the flat hold fast (in general use in a majority of boiler shops) the form of the head is changed, and if the rivet, by inadequate heating, requires severe hammering, there is danger that the head of the rivet may be "punched" off. By the use of a hold fast made to the shape of the rivet head, this danger is avoided and the original form of the head is retained. This feature of the use of proper rivet tools in boiler shops has not received the attention it deserves. Practical use of the above named hold fast would soon convince the consumers of rivets of its value and efficiency.
The practice of driving rivets into a punched rivet hole from which the fin or cold drag, caused by the movement of the punch, has not been removed by reaming with a countersunk reamer, or better still a countersunk set, should be condemned, as by driving the hot rivet head down against the fin around the hole in the cold plate caused by the action of punching the countersunk fillet is not only destroyed, but it is liable to be driven into the head of the rivet, partially cutting the head from the shank. If the rivet is driven into a hole that has been punched with a sharp punch and sharp die, the result is that the fillet is cut off under the head, and the riveted end is also cut, and does not give the clinch or hold desired. That is to say, rivet holes in plates to be riveted should have the burr or sharp edge taken off, either by countersinking, by reamer, or set.
Heating Of Rivets
Iron rivets are generally heated in an ordinary blacksmith's or rivet fire having a forced blast; they are inserted with the points down into the fire, so that the heads are kept practically cool.
Steel rivets should be heated in the hearth of a reverberatory furnace so arranged that the flame shall play over the top of the rivets, and should be heated uniformly throughout the entire length of the rivet to a cherry red. Particular attention must be given to the thickness of the fire in which they are heated.
Steel, of whatever kind, should never be heated in a thin fire, especially in one having a forced blast, such as an ordinary blacksmith's or iron rivet furnace fire. The reason for this is that more air passes through the fire than is needed for combustion, and in consequence there is a considerable quantity of free oxygen in the fire which will oxidize the steel, or in other words, burn it. If free oxygen is excluded steel cannot burn; if the temperature is high enough it can be melted and will run down through the fire, but burning is impossible in a thick fire with a moderate draught.
This is an important matter in using steel rivets and should not be overlooked; the same principle applies to the heating of steel plates for flanging.
Riveting
There are four descriptions of riveting, namely:
(1) Hammered or hand riveting.
(2) Snapped or set.
(3) Countersunk..
(4) Machine.
For good, sound work, machine riveting is the best.
Snapped riveting is next in quality to machine riveting.
Countersunk riveting is generally tighter than snapped, because countersinking the hole is really facing it; and the countersunk rivet is, in point of fact, made on a face joint. But countersinking the hole also weakens the plate, inasmuch as it takes away a portion of the metal, and should only be resorted to where necessary, such as around the front of furnaces, steam chests or an odd hole here and there to clear a flange, or something of that sort.
Hammered riveting is much more expensive than machine or snapped riveting, and has a tendency to crystallize the iron in the rivets, causing brittleness.
In the present state of the arts all the best machine riveters do their work by pressure, and not by impact or blow.
The best machines are those of the hydraulic riveting system, which combines all of the advantages and avoids all the difficulties which have characterized previous machine systems; that is to say, the machine compresses without a blow, and with a uniform pressure at will; each rivet is driven with a single progressive movement, controlled at will. The pressure upon the rivet after it is driven is maintained, or the die is retracted at will.
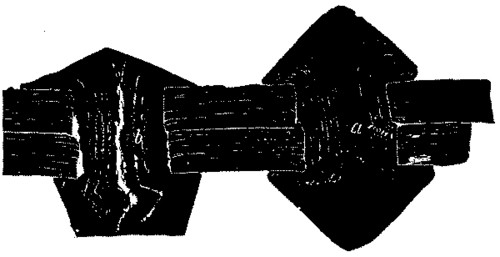
FIG. 17.
Hydraulic riveting has demonstrated not only that the work could be as well done without a blow, but that it could be better done without a blow, and that the riveted material was stronger when so secured than when subjected to the more severe treatment under impact.
What is manifestly required in perfect riveting is that the metal of the rivet while hot and plastic shall be made to flow into all the irregularities of the rivet holes in the boiler sheets; that the surplus metal be formed into heads as large as need be, and that the pressure used to produce these results should not be in excess of what the metal forming the boiler shall be capable of resisting.
It is well known that metals, when subjected, either cold or hot, to sufficient pressure, will obey almost exactly the same laws as fluids under similar conditions, and will flow into and fill all the crevices of the chamber or cavity in which they are contained. If, therefore, a hot rivet is inserted into the holes made in a boiler to receive it, and is then subjected to a sufficient pressure, it will fill every irregularity of the holes, and thus fulfill one of the conditions of perfect riveting. This result it is impossible to accomplish with perfection or certainty by ordinary hand riveting, in doing which the intermittent blows of an ordinary hammer are used to force the metal into the holes. With a hydraulic riveting machine, however, an absolutely uniform and continuous pressure can be imparted to each rivet, so as to force the hot metal of the rivet into all the irregularities of the holes in the same way as a hydraulic ram will cause water to fill any cavity, however irregular.

FIG. 18.
In order to illustrate the relative advantages of machine over hand riveting, two plates were riveted together, the holes of which were purposely made so as not to match perfectly. These plates were then planed through the center of the rivets, so as to expose a section of both the plates and rivets. From this an impression was taken with printer's ink on paper and then transferred to a wooden block, from which Figs. 17 and 18 were made.
The machine-driven rivet is marked a, and b represents the hammered rivet.
It will be observed that the machine rivet fills the hole completely, while the hand rivet is very imperfect. This experiment was tried several times, with similar results each time.
The hand rivet, it will be observed, filled up the hole very well immediately under the head formed by the hammer; but sufficient pressure could not be given to the metal - or at least it could not be transferred far enough - to affect the metal at some distance from the driven head. So great is this difficulty that in hand riveting much shorter rivets must be used, because it is impossible to work effectively so large a mass of metal with hammers as with a machine. The heads of the machine rivets are, therefore, larger and stronger, and will hold the plates together more firmly than the smaller hammered heads.
To drive rivets by hand, two strikers and one helper are needed in the gang, besides the boy who heats and passes the rivets; to drive each five-eighths inch rivet, an average of 250 blows of the hammer is needed, and the work is but imperfectly done. With a machine, two men handle the boiler, and one man works the machine; thus, with the same number of men as is required in riveting by hand, five rivets are driven each minute.
The superior quality of the work done by the machine would alone make its use advantageous; but to this is added greatly increased amount of work done.
The difference in favor of the riveting machine over hand riveting is at least ten to one.
In a large establishment a record of the number of rivets driven by the hand-driving gang, also by the gang at the steam-riveting machine for a long period of time, in both cases making no allowances of any kind of delays, the rivets driven per month by each was - for the hand driven rivets at the rate of twelve rivets per hour, and for the machine driven rivets, 120 per hour. In the case of the hand driven rivets the boiler remains stationary and the men move about it, while the machine driven rivets require the whole boiler to be hoisted and moved about at the riveting machine to bring each hole to the position required for the dies. Notwithstanding the trouble involved in handling and moving the boiler, it shows that it is possible to do ten times as much work, and with less skilled labor, by the employment of the riveting machine.
Calking
One great source of danger in boiler making is excessive joint calking - both inside and out - where a sharp nosed tool is employed, and for the reason that it must be used so close to the inner edge of plate as to indent, and in many cases actually cut through the skin of the lower plate. This style of calking puts a positive strain upon the rivets, commencing distortion and putting excessive stress upon rivets - already in high tension before the boiler is put in actual use. It is, I hope, rapidly becoming a thing of the past.
With a proper proportion of diameter and pitch of rivet, all that is required is the use of a light "fuller tool" or the round-nosed tool used in what is known to the trade as the "Connery system."
There is but little need of calking if means are taken to secure a clean metal-to-metal face at the joint surfaces. When the plates are put together in ordinary course of manufacture, a portion of the mill scale is left on, and this is reduced to powder or shaken loose in the course of riveting and left between the plates, thus offering a tempting opening for the steam to work through, and is really cause of the heavy calking that puts so unnecessary a pressure on both plate and rivet. A clean metallic joint can be secured by passing over the two surfaces a sponge wet with a weak solution of sal-ammoniac and hot water, an operation certainly cheap enough both as to materials and labor required.
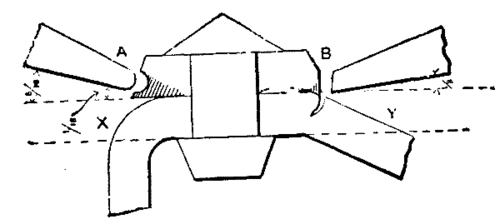
FIG. 19.
The above cut, Fig. 19, gives an illustration of calking done by sharp-nosed and round nosed tools, respectively. It will be seen by Fig. 20 that the effect of a round-nosed tool is to divide the plate calked, and as the part divided is well driven toward the rivets, a bearing is formed at a, from one-half to three-fourths of an inch, which increases the strength of joint, and will in no way cut or injure the surface of the under plate. A perfect joint is thus secured.

FIG. 20.
Continue to:
My Books

