Sealing Tin Cans
Description
This section is from the book "Save It For Winter.", by Frederick Fry Rockwell. Also available from Amazon: Save It For Winter; Modern Methods Of Canning, Dehydrating, Preserving And Storing Vegetables And Fruit For Winter Use, With Comments On The Best ... For Saving, And When And How To Grow Them.
Sealing Tin Cans
While the work of sealing a tin can, or even a good-sized batch of them, is done very quickly, once one gets the knack of it, it is quite an elaborate process to describe in print. The following directions are taken from Circular No. 158 of the University of California Agriculture Experiment Station:
Soldering Material:
To fasten the caps on the cans, a "capping steel" is needed. This is a cylindrical soldering iron with a concave end to fit over the cap, with which it must correspond in size. Solder-hemmed caps are furnished with a ring of solder. Their use saves much time, labor and solder. The small vent hole is sealed with a "tipping steel," which is a small, pointed soldering iron.
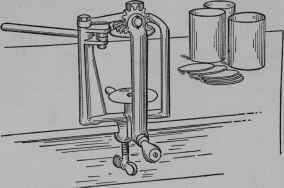
Fig. 40 - A small hand sealing-machine for medium size (No. 2) sanitary top tin cans.
In order to make a good union between the solder and the tin, the surfaces must be cleaned with a " soldering flux This can be bought ready for use or can be prepared as follows: Place about one ounce of zinc in half a tumbler of strong muriatic (hydrochloric) acid and leave until bubbles cease to come off. If all the zinc dissolves add more until a little remains after all bubbling ceases. The solution is then strained through a cloth. It will keep indefinitely and must be diluted with an equal volume of water before using.
A gasoline fire pot or torch of the type used by plumbers is needed to heat the soldering irons.
Starting the Torch:
The reservoir is filled about three-quarters full of good gasoline.

Fig. 41 - Soldering iron with self-heating attachment; a little more expensive than the ordinary sort, but always ready for use, and a great time saver.
The air pump is screwed into place and air pumped in to give as much pressure as possible.
The cocks of the two burners are then opened very slightly to allow a very little gasoline to flow out and wet the burners. They are then closed and the burners heated by burning off the gasoline. This process is repeated once or twice until the burners are hot enough to vaporize the gasoline rapidly.
When the burners are sufficiently hot, the cocks are opened a little and the gasoline lighted. The flame should burn with a blue color and a roaring sound. The torch is then ready to heat the steels.
Tinning the Capping Steel:
The steel is heated sufficiently to melt a piece of solder instantly but not to burn it. The bottom of the steel, both inside and out, should then be cleaned by filing off the scale. It is then dipped quickly into a little of the soldering flux and "tinned" by applying wire solder which should melt rapidly and cover the bot tom of the steel with a bright metallic layer. This layer should extend to about one-half an inch from the bottom. The steel may also be tinned by filing it clean while hot and dipping into a mixture of sal ammoniac and small pieces of solder.
This process need not be repeated unless the steel becomes accidentally too hot and burns off the tinning. If the steel is wiped occasionally while hot with a coarse cloth and dipped regularly into the soldering flux when used the coating should last indefinitely.
Continue to:
My Books

