Slip-Cutter Bar For The Vertical Turret Lathe
Description
This section is from the book "Boring, Recessing And Multiple Turning Tools", by Albert A. Dowd. Also available from Amazon: Boring, recessing and multiple turning tools.
Slip-Cutter Bar For The Vertical Turret Lathe
The steel hub shown at A in Fig. 7 is held on a special fixture, located by the previously bored and reamed hole which fits the stud H. The hole K has been rough-bored in the first operation, but enough stock has been left for the final finishing so that it may be finish-bored and reamed and part L threaded at the same setting. This type of bar is the product of the Bullard Machine Tool Co., and is designed especially for use in their machines. It is a combination boring- and reaming-bar, and the cutters are of the "slip" variety. One bar can be furnished with a set of cutters for the various sizes of holes within its capacity. A full set of cutters for any one size of hole consists of chamfering, rough-boring, finish-boring, rough-reaming and finish-reaming tools. The first three of these are of square section, carefully ground to fit the broached hole D. The rear ends of these tools bring up against the shoulder of the screw E, which acts as a stop. The fit in the hole is such that tools can easily be put in and taken out with the fingers.
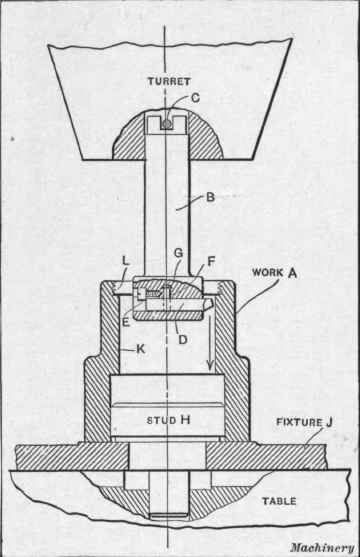
Fig. 7. Bar equipped with a Set of Interchangeable Cutters for Boring and Reaming.
The two reaming cutters are used in the rectangular hole F which is at right angles to the other hole; these tools are allowed to float so that they follow the hole generated by the boring tools. The action against the reaming cutters is in an upward direction, and comes against the hardened steel plug G which is inserted in the bar. The bar B is of special steel and is slotted at the upper end to fit the driving pin C which is located in the turret. Bars of this type have a number of advantages, one of which is that only one turret hole is occupied; other advantages are the cost of maintenance, and the adaptability of the bar with its series of cutters to handle a number of different sized holes. The cost of large sizes of reamers of the fluted type is considerable, while a flat reamer such as that used in this bar is inexpensive. It may be noted that the pressure or thrust of the cut is all that holds the boring tools in place, so that trouble would be experienced if a cored pocket were to be encountered. This is provided for by a detent screw in the end of the bar, which prevents the tools from coming out. This screw can be put in any time if it is found necessary.
Continue to:
My Books

