D. Tools Used For Cutting Up Wood And Making The Articles. I. Saws. Part 2
Description
This section is from the book "The Teacher's Hand-Book Of Slojd", by Otto Salomon. Also available from Amazon: The Teacher's Hand-Book Of Slojd.
D. Tools Used For Cutting Up Wood And Making The Articles. I. Saws. Part 2
Setting tongs.
Less setting is also necessary in the case of saw-blades which increase in thickness towards the teeth. These are made in the best manufactories, and are always preferable to blades of equal thickness throughout. So-called compass saws often have blades of this kind, and require no setting.
Saw blades with thin backs.
Quite as important as the setting of the saw is its sharpening, and it is often necessary to perform both operations at the same time.
To sharpen a saw, it is secured in the saw-sharpening clamps; and the ordinary kinds of saw used in wood slojd are sharpened by means of a triangular file (Fig. 36).
Sharpening the- saw.
Fig. 36. Triangular or Three-square File. 1/2*.
Care must be taken that the two sides of the file whieh are to be used form the angle necessary to produce the inclination in the edges of the teeth indicated above. This being secured, the file is drawn across the blade at right angles to it. Every indentation must be filed equally deep, or, in other words, the point of each tooth must stand equally high. The row of teeth is next tested with the straight edge, and if any of the teeth stand higher than the others, they must be topped or filed down with a fine broad file, and then sharpened once more.
* The file represented in the illustration is a single-cut file; but a double-cut file should be used. - Trs.
Sharpening is begun at the end of the blade, towards which the points of the teeth are turned, or from c to d (Fig. 32). The degree thus produced on the points is always in the direction to which the teeth are turned, not away from it. In the latter case, the saw would be rather blunt. Each tooth must be carefully filed, that its edges may be quite sharp, and the cutting side quite straight.
Should the saw, after sharpening, be insufficiently set, it must be set again, after which the file must be once more passed over the teeth to remove any irregularities. Generally speaking, setting precedes sharpening.
Sharpening is sometimes performed by passing the file obliquely over the edge of the blade, instead of at right angles to it. The edges of each tooth are thus sharpened obliquely from within outwards (see Fig. 33). The file is first passed obliquely through every alternative tooth-space. The saw is then reversed, so that its ends change places,and the remaining spaces are operated on in the same way. This gives a knifelike edge to both sides of the teeth, and makes the saw cut particularly swiftly and well. The common wood-saws, some tenon-saws, and hand-saws, are sharpened in this way.
Obliquely sharpened teeth.
It need hardly be added that setting and sharpening are not only necessary in the case of new saws, but also as often as the teeth become worn or blunt.
The saws now to be described may be classed in two groups, i.e., saws with frames, and saws without frames.
The former have the ends of the blade fastened into a frame, the tension of which may be regulated to produce the necessary amount of resistance. In the latter kind of saw this power of resistance is given by means of the greater breadth and thickness of the blade, or by setting the back of the blade in a binding of metal. This binding is called the saw-back.

Fig. 37. A. .brame Saw. a blade. 6 side-rail, c top-rail, d winged.
nut and saw-blade attachment, 1/15. B. Saw blade end with attachment. 1/5.
1. Saws with Frames.
1. The Frame Saw (Fig. 37) is the largest saw used in Slojd. It is used for sawing up planks and other pieces of wood lengthwise into thinner pieces. It is worked by two people, and in a horizontal direction. The blade has from 3 to 4 teeth per inch, and it is fastened into an oblong wooden frame, midway between the side-rails.
The ends of the blade are enclosed in and strengthened by pieces of white-iron, and are fastened by the attached pieces running through each top-rail. Tension is produced by turning the winged nut. The cutting side of the teeth is at an angle of 90°.
2. Bow Saws (Fig. 38) are of different sizes. They are much used in wood-slqjd, not only in the earlier, but in the later stages of work. Bow saws have all the same kind of frame, consisting of a bar called the stretcher, longer than the blade and parallel to it, at each end of which there is either a square mortise or a fork-like notch for the reception of the cross-pieces or side-arms. The latter, though carefully fitted in, yet have a certain amount of play at the ends of the stretcher, in order that they may be drawn closer to each other on either side of the stretcher when the saw is tightened. At one end of each side-arm there is a round hole, through which passes a well-fitting peg with a handle. This peg is sawn through the middle lengthwise to form a slot for the saw blade, which often extends a certain length into the handle. The blade of the saw is narrower at the ends where it enters the handle. In it are one or two holes, through which the fastening pin runs.
Blades fastened in this way often twist when tightened, and consequently cut badly. This happens especially when the axis of the handle is not exactly in line with the blade. This defect may be remedied by substituting for prolongations of the blade itself, the white-iron attachments (Fig. 39), and securing them in the usual way. The ends of the blade are fastened between the plates of the attachment merely by a screw or nail, in order that the blade may be freely adjusted.
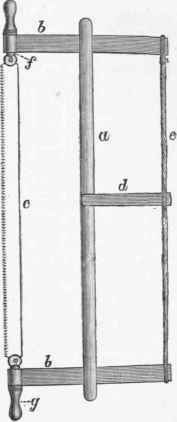
Fig. 38. Broad-webbed.
Continue to:
My Books

