Powder
Description
This section is from the book "Military Pyrotechnics", by Henry B. Faber. Also available from Amazon: Military Pyrotechnics.
Powder
Powder employed for fireworks may be in grain, which is designed to explode the case containing it with a report; or it may be pulverized, in which form it burns while contained within the case. A paste is made by soaking the powder in water, and this is employed for various purposes, particularly for priming and fuses.
The powder is pulverized by crushing it on a table with a wooden pestle, after which it is passed through a silk screen of the finest mesh. That portion which does not pass through the screen is put aside to be used in loading fire pots. This powder, which is only partially pulverized, is best suited for fire pots. The finer sort is so quick in its action that the garniture may be consumed by it.
Certain facts concerning powder have been demonstrated:
First
Charcoal alone, without sulphur, when joined with saltpeter, augments the force of the latter, up to 4 ounces of soft-wood charcoal to a pound of saltpeter. Powder made in this proportion kindles so quickly in the breech of a gun that sulphur would contribute nothing, or at least very little, to the burning strength.
Second
The addition of sulphur to the mixture of saltpeter and charcoal shows an increase of force, up to 1 ounce.
Third
The amount of charcoal having been reduced by a weight equal to that of the sulphur, that is by 1 ounce, the powder has the following composition:
Pound. | Ounce. | |
Saltpeter.................................... | 1 | 0 |
Charcoal........................................ | 3 | |
Sulphur....................................................... | 1 |
Fourth
Comparison of this powder with various others used in Europe and China shows it to be superior. A common European mixture has 2 ounces, 5 gros of charcoal, and an equal quantity of sulphur, to 1 pound of saltpeter. The Chinese mixture contains 3 ounces of charcoal and 2 ounces of sulphur to a pound of saltpeter.
In making the official tests of the composition, the charcoal was made from hazel wood. This is a favorite wood in Europe, but the Chinese give the preference to willow. It is probable, however, that the quality of the charcoal is less important than the quantity in the mixture.
This powder is manufactured in mills operated by water power, in which crushers sheathed in copper are alternately raised and let fall perpendicularly on the material. The mortars containing the material are hollowed from a beam of hardwood, which has a length equal to that of the set of crushers. The mortars are provided with a base of cast iron, or of hard wood, in order to resist the impact of the battery. Each mortar has a capacity of 20 pounds of material The saltpeter and sulphur are ground separately under a millstone before being placed in the mortars. It is necessary to screen the sulphur, in order to remove the small stones commonly found in it. The charcoal requires no particular attention.
The period during which the powder should be pounded is dependent on many things, to which careful attention must be given. Among these are the flow of water, which should be more or less rapid according to the circumstances; the weight of the crushers and the distance through which they descend; the actual crushing of the materials, whether more or less complete, and the like. Usually from 12 to 13 hours suffice in large mills for this process of crushing. The powder master must bear in mind the fact that the powder gains in strength from being pounded only up to a certain point, beyond which a continuance of the crushing serves to weaken it.
The composition when first placed in the mortar is moistened with water. The water should be changed at the end of each hour for a three-hour perior of crushing. After this time has elapsed, the repetition of the moistening should be regulated, diminishing each successive quantity of water. An excess of water weakens the powder, but enough is needed to cause adherence of the materials, and even a little more, in order to minimize the risk of explosion.
When the powder has been sufficiently pounded, it is taken into the graining room, where workmen shape it into grains by passing it through a sieve made from tightly stretched skin, pierced with holes of a size to permit passage of the coarsest powder. The worker employs a piece of wood having a diameter of 10 inches and a thickness of 1 inch, which, when placed on top of the material, is moved circularly, so that the weight of the stick forces the material into grains.
The powder is next passed through a screen of horsehair, while the grain is still moist and soft. The properly shaped powder remains on the screen, while the finer particles pass through, and are afterward taken again to the mortars for further pounding. It should be observed, however, that this second crushing must not be continued for a longer period than two hours, and that the powder must be moistened less than is necessary for new material.
After screening, the powder is dried in the air on stretched canvas, or it may be simply spread out on tables. It should be protected from sunlight, which causes alterations in its character. The powder dried in a darkened place is always stronger.
After drying, the powder is passed successively through various screens, in order to separate the different sizes of grains. It is finally inclosed in canvas bags, which are packed in barrels. For fowling pieces, the powder should be of finest grain.
Usually it is the practice to smooth the grains, although this adds nothing to the effectiveness of the powder. To this end, the powder is inclosed in a cask, which is traversed by the extended axle of a wheel turned by water power. The movement of the cask in rotating causes a sufficient smoothing of the grains. They are then again screened, in order to remove the finest particles.
This manner of powder making, which is the only one used in France, gives a grain that is angular and of irregular shape. In Switzerland, where the best powder in Europe is made, the grain is perfectly round. This spherical form has the advantage of creating between the grains interstices of a regular sort, which are larger than those in other powders. The effect is to render the burning much swifter, and the resultant energy is greater. Nevertheless, it is believed that the excellence of the Swiss powder is due chiefly, not to the method of manufacture, but to the superior quality of the saltpeter used, which is obtained from stables on the mountains. Two methods of forming the grains are employed in Switzerland, which are equally successful. In the large factories, the work is done by a machine, while in the smaller places it is done by hand.
Plate XII represents the machine, of which the explanation is as follows:
Plate XII.
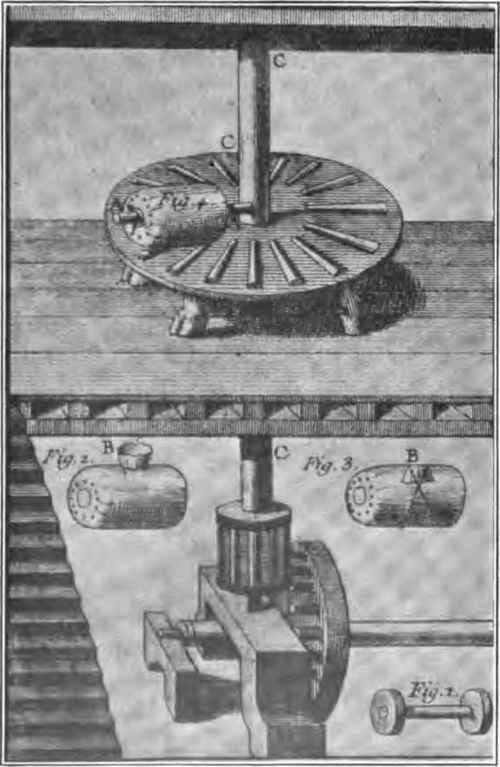
The first figure is a bobbin of wood, which traverses the axis, A, on which it turns. The second figure is the same bobbin covered with a cloth of fustian. This cloth is sewn in the form of a sack, with the ends closed by the bobbin to which they are nailed. B is the opening of the sack, by which it is filled with powder. The diameter of the sack should be a full third more than that of the bobbin.
The third figure represents the bobbin filled with powder, of which the part B, closing it, is folded over and inward. The powder in its irregular form should be placed within the sack immediately after the graining has been completed, while it is still moist.
The fourth figure represents the same bobbin mounted on its axis and ready to turn on the round table, which carries it, when the shaft, C, of the machine is placed in motion.
The table is furnished with rays at regular intervals. These are formed from bars of wood, having a rounded upper surface, which are nailed firmly in place. The rays, by their resistance to the movement of the bobbin, compress the powder inclosed within the sack, and transmit to the grains a shaking and rotary movement, which rounds them.
The shaft of the machine is capable of acting on three bobbins, each containing in its sack 100 pounds of powder. The rate of movement should be such that a man may follow the bobbins at an ordinary walk. A half-hour is sufficient time in which to effect a perfect rounding of the grains. Afterward the powder is once more screened to get rid of the fine particles, and also to separate the grains of different sizes.
The procedure when the operation is by hand is almost the same. It differs only in the fact that it is. not necessary to have any preliminary graining of the powder. The lump of material as taken from the mortar is screened to get rid of the dust. A small bag of canvas is then filled with the powder. The bag is tied close to the top of the contents, but care must be taken to avoid compression. The bag is now rolled by the workman with considerable force on the surface of a solid table. In this operation, he is careful to keep the bag always in front of him, though never rolling it steadily in any one direction. If the bag grows flaccid, by the compression of its contents under the rolling process, it becomes necessary from time to time to lower the position of the ligature, so as to hold the powder in a solid mass. This is essential in order to secure due effect from the rolling. The bag should hold a weight of not more than 15 pounds of the material, nor less than 3 pounds. One hour of rolling serves fully for the formation of perfect roundness of grains.
Continue to:
My Books

